Developing a feedwater chemistry program that will minimize corrosion across a variety of metallurgies doesn’t have to be difficult. This article reviews the requirements for three common metallurgies in condensate and feedwater piping and the chemistry options that operators have to minimize corrosion in this critical area of the plant.
Alloys found in the condensate and feedwater systems of power plants include carbon steel for piping, pumps, and in some cases heat exchangers. Many systems still have some copper-based alloys from admiralty brass, and copper-nickel (Cu-Ni) alloys all the way to 400 Series Monel, primarily as feedwater heater tubes.
The major corrosion mechanisms affect the carbon steel and copper alloys. These include flow accelerated corrosion (FAC) and corrosion fatigue in carbon steel as well as ammonia-induced stress corrosion cracking, and ammonia grooving in copper alloys. FAC can have a variety of appearances (Figures 1 and 2).
 |
| 1 Typical. Classic flow-accelerated corrosion (FAC) orange peel texture with no oxide coating. Courtesy: M&M Engineering Associates Inc. |
 |
| 2. Atypical. Compare the previous example with this one showing an unusual pattern of FAC in a deaerator. Courtesy: M&M Engineering Associates Inc. |
Gradually, as aging feedwater heaters are replaced, plants often choose to go with a stainless steel alloy such as 304 or 316 for feedwater tubing. When the last copper feedwater heater is replaced, a change in feedwater chemistry is in order.
Stainless Steel
Stainless steel is protected by a tight adherent chromium oxide layer that forms on the surface. Stainless steels alloys are resistant to essentially all the corrosion mechanisms that commonly affect copper and carbon steel alloys in feedwater.
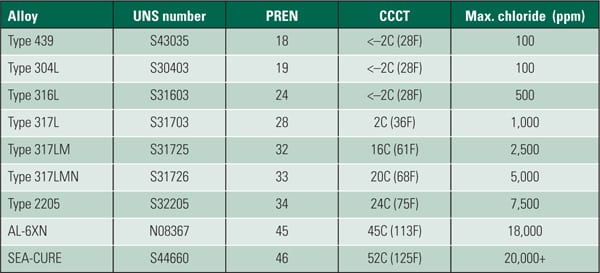
There is the tendency to think that stainless steel is the perfect alloy to replace copper-alloy feedwater heaters. However, stainless steel has its own Achilles heel: Chlorides can cause pitting, and chloride and caustic have, in some cases, led to stress corrosion cracking (SCC).
Typically, these chemicals are not present in sufficient concentration to cause corrosion on the tube side of feedwater heaters. However, there are cases where contamination of the steam that feeds the shell side of the stainless steel–tubed heat exchanger has resulted in SCC.
Remember, it is not the average concentration of the chloride or caustic that is of concern. Spikes in contamination can collect and concentrate in the desuperheating zone of the shell side of the feedwater heater and in crevices. These are the areas that can fail, even if the steam is pure most of the time. Where there is a potential for chloride or caustic contamination of the steam, stainless steels may not be the best fit or, at a minimum, alloys should be considered that have a higher resistance to chloride attack, such as 316 or 904L. In general however, it may be more productive to work on eliminating the potential for contamination than to alloy around the problem.
The most commonly quoted downside to the replacement of copper-alloy feedwater heater tubes with stainless steel is the difference in thermal conductivity. A quick look at the reference values will show that a 304 stainless steel has only one-seventh the thermal conductivity of admiralty brass and about one-third the conductivity of 90-10 Cu-Ni alloy. Numerous papers have been published discussing why these “textbook” values are unlikely to be experienced in the real world. This is certainly an important consideration with condenser tubes, where the potential for cooling water–side deposits and condenser cleanliness is likely to have a much more prominent effect on heat transfer than the textbook thermal conductivity of the tube metal. However, feedwater heater tubes should have little steam- or water-side fouling. Other factors, such as tube thickness may offset some of the thermal conductivity loss, and there are other design factors, such as susceptibility to vibration damage, to consider in selecting a material.
Carbon Steel
Carbon steel is passivated by the formation of a dual layer of magnetite (Fe3O4). The layer closest to the metal is dense but very thin, whereas the layer closest to the water is more porous and less stable. Hydroxide ions are necessary for the formation of magnetite. Due to the common utility practice of using feedwater to control the final temperature of superheat and reheat steam, the source of hydroxide in feedwater must be volatile, and ammonia or an amine is generally used for this purpose. A solid alkali such as sodium hydroxide must never be introduced ahead of where the takeoff to the attemporation is located.
Ammonia is very volatile, remaining in gaseous state during initial condensation. This may occur in the deaerator, condenser, or on the shell side of a feedwater heater. This lowers the effective pH of the first condensate and increases the solubility of the magnetite layer in that area. This can increase the rate of FAC in these areas.
For carbon steel, higher pH values are better for the production and stability of magnetite. Operating with low pH values in the feedwater and condensate destabilizes magnetite and increases the rate of FAC on carbon steel in the feedwater system. It also increases the iron in the feedwater, which generally winds up on the waterwall tubes. This iron deposition increases the risk of under-deposit corrosion mechanisms, inhibits heat transfer across the tube, and increases the frequency of chemical cleaning.
A case can be made for the use of carbon steel feedwater heater tubes, particularly alloys such as T-22, which contains 2.25% chromium (Cr) and 1% molybdenum (Mo). It has better thermal conductivity than stainless steel, is highly resistant to chloride SCC, and because it contains 2.25% Cr, is generally considered immune to FAC.
Copper Alloys
Copper alloy corrosion in the power industry has been studied in depth due to problems with copper deposits on the high-pressure (HP) turbine that reduced turbine efficiency and the maximum load that the unit could produce.
Zinc-containing brass alloys such as admiralty brass are particularly susceptible to attack from ammonia vapors. This can result in ammonia-induced SCC on the steam side of the condenser or feedwater heater. The same alloys are susceptible to a mechanism termed “ammonia grooving,” where steam and ammonia condense on the tube sheet and support plates of the feedwater heater and run over the tubes, creating a narrow group of corrosion directly adjacent to the tube sheet or support plate. Copper alloys containing nickel are far less susceptible to ammonia-induced SCC.
Admiralty brass alloys have the additional concern of corrosion of zinc in the alloy due to low-pH conditions in the feedwater or steam. Over time, the zinc can leach from the brass matrix, leaving only the copper sponge, which has little structural strength. This mechanism is called dezincification. Although not as common, copper-nickel alloys can also suffer from dealloying (Figure 3).
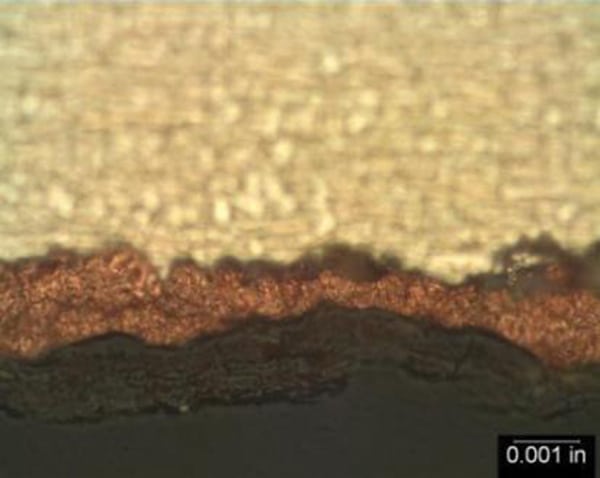 |
| 3. Weakened. Dealloying, dezincification in brass alloys, or removal of nickel from copper-nickel alloys will destroy the strength of the material. Courtesy: M&M Engineering Associates Inc. |
There are three separate rates associated with the rate of corrosion of any copper alloy. These have been referred to as:
- Rd—the rate at which corrosion products leave the surface as a dissolved species in the water (typically copper ammonium complexes).
- Rf—the rate at which corrosion products (copper oxides in operating steam and condensate systems) form on the surface of the metal.
- Rs—the rate at which copper corrosion products (typically oxides) leave the surface as suspended particles.
These rates are not necessarily correlated with each other and may not occur under the same chemical conditions. Copper oxide formation (Rf) can be protective, minimizing further corrosion of the alloy—as long as it remains intact. When chemical conditions change, such as moving from an oxidizing to a reducing condition, Rd and Rs may increase dramatically. Protective copper oxides are aggressively dissolved by the combination of ammonia, carbon dioxide, and oxygen. The most common place for all three of these to be present is in a copper-tubed condenser that has air in-leakage issues.
Once these corrosion products are dissolved or entrained, they are subject to downstream chemical conditions, where a change in the at-temperature pH or the oxidation reduction potential (ORP) in a specific location can cause the copper to “plate out” as copper metal on suction strainers, pump impellers, or on another feedwater heater tube surface in the form of a pure copper “snakeskin.” They may also continue on through the feedwater system and deposit on a boiler or superheater tube or on the HP turbine. Similar conditions (plating out) can occur in stainless steel sample lines, making the accurate measurement of copper corrosion products in a conventional sample line difficult.
Chemical Control of Feedwater
Proper alloy selection, either in the initial construction or as equipment is replaced, should be carefully considered. Once the decision is made, the water chemistry program must follow to minimize corrosion of the feedwater equipment and deposits in the boiler and turbine. The more metals there are in the mix, the more things need to be considered in the chemistry program. Copper alloys, in particular, force compromises, as the optimum chemistry requirements for copper and iron cannot be met simultaneously.
Feedwater pH Control. The pH limits recommended on all ferrous-alloy condensate and feedwater piping are now a minimum of 9.2 with an upper limit of 9.8 or even 10.0 in systems with an air-cooled condenser. If there are no copper alloys in the system, the biggest downside to having too much ammonia in the system is the frequent replacement of cation conductivity columns rather than corrosion in the carbon steel.
For those operating heat-recovery steam generators (HRSGs), there can be a significant drop in pH of the low-pressure (LP) drum water as ammonia (and some amines) leaves with the LP steam. It is important that the LP drum pH be monitored continuously and controlled certainly within the range of 9.2–9.8. Some suggest a minimum pH of 9.4 for water in the LP drum to protect downstream high-pressure and intermediate-pressure economizers.
The current recommended pH range for systems that have copper in either the main condenser or feedwater heaters is 9.0–9.3. (See the sidebar for an explanation of the necessity of accurate pH measurement.) Laboratory studies have shown that is actually the minimum range for avoiding copper corrosion in the copper alloys used in feedwater heaters and condensers. Lower feedwater and condensate pH values (for example, pH 7.0) have higher copper corrosion rates than pH 9, particularly under oxidizing conditions.
| Measuring pHAccurate pH measurement in high-purity water is difficult. The very low specific conductivity of the water combined with the potential for ammonia to be lost and carbon dioxide to be simultaneously absorbed by the sample while it is being collected and measured can lead to confusing results. Inaccurate pH monitoring can result in over- or under-feeding of ammonia or amines.
Continuous online pH monitoring using pH probes specifically developed for high-purity water can improve the accuracy and reliability of the measurement. The pH of high-purity waters can also be calculated from a combination of the specific conductivity and cation conductivity results. This can be done manually, or there are commercially available instruments that display a calculated and measured pH. Due to these issues with pH, specific conductivity is often used to control the ammonia feed instead of controlling directly from a pH meter. |
Ammonia or Amines. The addition of ammonia to condensate is the simplest and most direct way to raise the pH of the condensate and feedwater into the desired range to create and stabilize the magnetite layer. In all-ferrous systems, there should be a clear case or desired objective for using any other chemical for pH control. On the other hand, the use of neutralizing amines in the utility steam cycle has a long, successful history, particularly in units that have copper alloys in the feedwater heaters.
The decision to use neutralizing amine for iron corrosion should be based primarily on the need to provide more alkalinity (a higher pH) in an area of concern than can be achieved simply by increasing the ammonia levels. This may include areas where steam is first condensing into water, such as in an air-cooled condenser, or where water/steam mixtures are being released, such as in the deaerator.
Although amines are more common when copper alloys are found in the feedwater system or condenser, their presence does not necessarily require the use of a neutralizing amine. There are many mixed-metallurgy units that operate using ammonia and that carefully control air in-leakage with very low copper corrosion rates.
The choice of which neutralizing amine to use (and there are many) should be based on where and how it is to function. It is critical that both the basicity (amount of pH rise per ppm of amine) and volatility of the amine (the ratio of what goes into the steam versus what remains in the water) is matched to the application.
The criticism of the general use of amines in high-pressure utility cycles is centered on two issues: the degradation of these organic molecules in the steam cycle (particularly in the superheater and reheater) and the consequence of these degradation products—namely, an increase in the cation conductivity of the condensate and feedwater.
It has been long known that as neutralizing amines pass through the steam cycle, they break down into ammonia and organic acid byproducts such as acetic acid, formic acid, and carbon dioxide. The percentage of degradation is certainly specific to the particular amine and concentration in the steam, but it is also unit specific and depends, at a minimum, on the size and complexity of the superheater and reheater piping, where it appears most of the degradation occurs.
Those who advocate for the sole use of ammonia instead of amines point to the degradation of these products and see them as “single-use” chemicals—good for only one trip around the steam cycle. If all the amine degrades with one trip through the superheater and reheater, it cannot be available to minimize the corrosion of copper condenser tubes or affect the pH of a steam/water mixture in the feedwater, and so it would not be worth the trouble.
However, there are many different factors that affect amine degradation rates and, therefore, how beneficial an amine might be in the system. These include the operating pressure of the unit, where the copper alloys are located, and whether the unit even has a reheater. For example, in the standard triple-drum HRSG, a significant percentage of the amine may leave with the LP steam, where it recycles through the condenser and preheater sections of the HRSG and never sees the high-temperature areas. This would significantly increase its longevity and usefulness.
All these factors need be taken into account when considering whether an amine would be beneficial at a particular plant. It would behoove anyone who is considering trying an amine to set up to sample and test for the amine and degradation products around the cycle and also quantify improvements to iron and copper corrosion rates. That will help them determine, for their particular unit, if the benefits of amine use outweigh the costs.
The degradation products of any amine will add to the cation conductivity of the condensate and feedwater. The longevity and chemical structure of the amine will affect the cation conductivity “bump” that the plant will experience. Degassed cation conductivity can remove carbon dioxide but generally not all the other organic acids produced by amines. So if amines are used, the normal cation conductivity will need to be adjusted for the presence of these products.
Controlling Oxidation Reduction Potential
It can be generalized that the ability of an alloy to withstand corrosion is a function of the stability and tenacity of the oxide layer that forms on the metal surface. As discussed above, stainless steel has a very tight and tenacious layer of chromium oxide that prevents corrosion of the metal from oxygen and from the common pH ranges found in feedwater.
Establishing and maintaining a good oxide layer on carbon steel is critical to minimizing FAC. Copper oxides are also protective—as long as they remain in place.
Particularly in the case of copper alloys, the oxide layer can be easily disrupted. Research has shown that one of the most corrosive times for copper alloys is when they cycle between a reducing and oxidizing condition. Therefore, it is imperative that mixed-metallurgy feedwater systems contain sufficient reducing agent such as hydrazine or carbohydrazide to maintain a reducing condition at all times.
A reducing condition is not the same as the absence of dissolved oxygen. Regardless of how well the deaerator is functioning, if there are copper feedwater heaters in the system, the continuous addition of a reducing agent is required to achieve the negative ORP that is protective of copper alloys.
All volatile reducing agents used in utility cycles break down at temperatures typically associated with HP feedwater heaters or the economizer—and certainly by the time the water reaches the boiler. Therefore, regardless of which reducing agent is added to the condensate pump discharge, there is no protection for the copper alloy condenser tubes against the combined effect of dissolved oxygen, carbon dioxide, and ammonia. This is why it is so critical to minimize air in-leakage and control feedwater pH.
Many units have been replacing copper alloy feedwater heaters with carbon steel or stainless steel tubes over the years. When the last copper feedwater heater is replaced, the reducing agent can almost always be eliminated, regardless of whether the condenser contains copper alloys or not.
Carbon steel corrosion is inhibited by the presence of small amounts of dissolved oxygen. Research has shown that as little as 5 ppb to 10 ppb of dissolved oxygen significantly reduces the rate of FAC under feedwater conditions. This occurs because the dissolved oxygen present in the low-temperature feedwater (from the condenser to the deaerator) forms iron oxides that fill in the pores of the outer layer of the magnetite, dramatically improving its stability. Even in the absence of any measurable dissolved oxygen, after the deaerator, the ORP remains positive and increases the stability of the magnetite layer through the HP feedwater heaters and economizer.
The formation of these more resilient protective oxides is the basis of oxygenated treatment, which is successfully used on all supercritical plants in North America and many HP drum units. However, simply discontinuing the use of a reducing agent should never be confused with oxygenated treatment, where pure oxygen is purposefully injected, the deaerator vents are closed, and the dissolved oxygen levels in the feedwater are an order of magnitude higher than in a conventional feedwater system.
Stable feedwater chemistry in the absence of a reducing agent continues to strengthen the passive oxide layer throughout the feedwater piping over time. Therefore, although dissolved oxygen levels may temporarily spike during a startup, it is also unnecessary to add a reducing agent during layup or for the subsequent startup. ■
— David Daniels is a POWER contributing editor and senior principal scientist at M&M Engineering Associates Inc.