Reclaimed cooling water's impact on surface condensers and heat exchangers
Two hundred years after Samuel Taylor Coleridge wrote, "Water, water, everywhere, Nor any drop to drink" in "The Rime of the Ancient Mariner," power plants in many regions of the U.S. face the same challenge. Developers are increasingly finding that water may be available, even abundant, but not for power plant cooling. Particularly in the Southwest, regulators have earmarked dwindling water sources for public use only and forbidden future plants from tapping existing aquifers for cooling water makeup see box).
Power plants and water must mix
The U.S. Department of Energy’s National Energy Technology Laboratory (NETL) is actively developing technologies for reducing water consumption by the next generation of power plants. The U.S. Geological Survey reports that 345 billion gallons of fresh water were withdrawn from American public supply and other sources daily in 2000. According to NETL, it takes an average of 25 gallons of water to produce 1 kilowatt-hour of electricity, or almost 100 billion gallons of fresh water a day to cool the entire U.S. thermal power plant fleet (Figure 3) The only sector that uses more water is agriculture (for irrigation). But plentiful supplies in the past are not a valid indicator of future availability in many regions.
3. Percentage of U.S. fresh water withdrawal by user category (2000). Source: NETL
NETL, in its latest research report, "Freshwater Needs Project for Future Fleet" (available online at www.netl.doe.gov/technologies/coalpower/ewr/water/index.html), notes the distinction between water use and water consumption. Water use is a temporary "borrowing" of the water, as in a once-through cooling system. Consumption, by contrast, represents actual water loss to a process or evaporation.
The report notes that in 1995 (the last year for which NETL says data are available), fossil-fueled power plants "were second only to agriculture in total freshwater withdrawals . . . [with] more than 34 trillion gallons from fresh surface and ground waters." The report then notes that "more than 97% of all withdrawals were returned to the source. Of the 36.5 trillion gallons of U.S. fresh water consumed in 1995, thermoelectric generators were responsible for less than 3.5% of the total, making it the smallest consumer category of U.S. fresh water resources. In comparison, 81% of the water used in irrigation is consumed [Figure 4]."

4. Percentage of U.S. fresh water consumption by user category (1995). Source: NETL
The challenge for the industry is to reduce withdrawal and consumption of fresh water at the same time that Clean Water Act Section 316(b) regulations and a concerted push to reduce river and ocean once-through cooling will inevitably require more makeup water for closed-loop cooling water systems.
The U.S. enjoys a much lower cost of raw water than other developed nations. For example, the price in Southern California is about $2.25/1,000 gallons, and it’s no more than $3/1,000 gallons in Phoenix, even during the summer. Europeans pay a lot more, for instance, over $6/1,000 gallons in Germany. Water is a great bargain, compared to that cup of Starbucks brew you paid $32/gallon for this morning and that $21/gallon bottle of Evian you drank at lunch.
Surprisingly, although technology for making the "gray water" effluent of municipal wastewater treatment plants suitable for industrial or agricultural use is tried and true, relatively little of it is recycled. Of the 24,000 plants of that sort in the U.S., only about 1,500 are equipped with water reuse facilities. Indeed, only 6% of total U.S. municipal wastewater volume is "repurposed," rather than dumped into waterways. Each day, U.S. industrial plants consume 25 billion gallons of water and generate about 20 billion gallons of wastewater. American thermal power plants alone use 186 billion gallons of water daily (Figure 1).

1. Thirsty processes. Levels of water input, output, and internal use in a typical 500-MW coal-fired power plant cooled by recirculation. Source: NETL
Breaking with tradition
One solution to freshwater scarcity embraced by developers and regulators alike is reusing gray water as an economic and environmentally acceptable alternative. But this option poses technical and economic challenges. They are principally the costs of adding secondary filtration that may be required, the need to select materials capable of coping with gray water’s higher corrosion potential, and special chemical treatment requirements.
The economic, legislative, and logistical barriers to widespread expansion of gray water use continue to be the high cost of transporting such water to a plant, biological nutrient removal, macro and microfiltration, and ultraviolet disinfection. On average, water costs $2.06/1,000 gallons in the U.S. Conventional chemical treatment of it and MF/RO (micro filtration/reverse osmosis) processes add another $3.00/1,000 gallons each to the tab. Innovative ways to meet these challenges are introduced in the following overview of on- and off-site gray water treatment and are explored in detail in the case study that concludes this article.
Off-site treatment
Gray water effluent begins the first of a series of treatment processes at its source—the municipal sewage facility (Figure 2). It is here that solids are physically separated from the liquid to begin the purification. Typical steps include:
- Preliminary treatment. Solids such as wood, rags, plastic, grit, and sand are first removed by screens and then washed, dried, and removed for safe disposal.
- Primary treatment. Any remaining solids are settled out in large tanks. The settled solids, referred to as sludge, are further treated to make them usable as fertilizer.
- Secondary treatment. Biological or percolating filters break down organic material and purify the liquid. This process can be accelerated using aerating tanks. Further separation to isolate sludge is also required during this treatment step.
At this point, the gray water is suitable for use as power plant coolant. Depending on local regulations, tertiary treatment or final "polishing" may be needed if the water is not reused but is disposed of in a waterway.
2. Sourcing gray water. Typical processes found in a municipal wastewater treatment plant. Source: Valtimet Inc.
On-site treatment
If gray water is used for power plant cooling, it must be treated very differently than river, lake, or well water. Table 1 presents an abbreviated analysis of typical cooling water or tower makeup constituents that are not of immediate concern to the plant designer. However, gray water has other substances, properties, and qualities that need to be addressed (Table 2). Biological and chemical oxygen demand and total Kjeldahl nitrogen content particularly dictate the designer’s biological treatment options. The presence of heavy metals and radioactive materials in gray water (Table 3) further complicates treatment requirements.
Table 1. Typical gray water constituents of minimal concern. Source: Valtimet Inc.
Table 2. Typical gray water constituents that complicate biological treatment. Source: Valtimet Inc.
Table 3. Heavy metals typically present in gray water. Source: Valtimet Inc.
Once the effluent arrives at the plant site, it undergoes a series of further biochemical treatments. First, trickling filters reduce ammonia content and adjust alkalinity. Next, clarifiers remove phosphates, magnesium, silica, and some calcium. At this point, another stage of treatment using any of several chemicals may be needed to reduce the level of calcium carbonate in the gray water below that known to cause scale buildup and corrosion. Now, sulfuric acid and chlorine may be added to lower pH and control biological growth, respectively. The treatment sequence is completed with gravity filtration to remove any remaining suspended solids. At this point, the gray water either is transferred to storage reservoirs for use as cooling tower makeup or used directly as main cooling water.
Constituents of concern
Let’s now take a closer look at some of the substances and properties of gray water that make its use for power plant cooling or makeup problematic.
Calcium carbonate. If gray water is to be made suitable for use in a power plant surface condenser, calcium carbonate (CaCO3 or calcite) in the water must be identified and chemically reduced.
Calcium carbonate concentrations in the effluent of municipal wastewater treatment plants range from 68 ppm (City of Amarillo, Texas) to 71 ppm (Raton, N.M.). Yet, based on the experience of Xcel Energy, calcite can become a problem at concentrations as low 15 ppm. Even at this level, it could deposit on condenser tubes’ inner surface and lead to underdeposit pitting of susceptible tube materials. Among the proven ways to minimize the buildup are adding ferric sulfate, lime, soda ash, or carbon dioxide gas, continuous on-line cleaning, and/or scale-inhibiting oligomers.
At some plants, lime dosing has proved most economical. At others, soda ash/carbon dioxide treatment is preferred. Oligomers have shown particular promise because they are chlorine-resistant. An on-line cleaning system may be beneficial if it is already in place. If one is not, the capital cost for a new unit may prove prohibitive.
Chlorine. The use of chlorine has proven excellent at preventing biocidal growth at every stage of cooling water treatment, both for fresh water and gray water. It has been particularly effective in pipelines and areas susceptible to the spread of fecal coliform staph infection. Yet some utilities now use gaseous chlorine sparingly or have eliminated all forms of chlorine shock for safety and regulatory reasons, turning instead to bleach/bromide combinations.
When gray water was first used, plants used chlorine to reduce biological fouling, which was thought to be caused by sulfate-reducing bacteria. Soon afterward, heavy chlorine dosing was found to cause damage, particularly to brass condenser and heat exchanger tubes—just as high ammonia concentrations were found to cause damage to copper-bearing materials. Gray water with high biochemical oxygen demand also tends to exacerbate the problem.
The use of chlorine on gray water may not be cost-effective if the water contains high concentrations of amines or ammonia. Because both substances readily consume chlorine and convert it to chloramines, the dosage needed to achieve the desired reduction may be very high.
Manganese. Like calcium carbonate, this element also can be a significant contributor to corrosion and underdeposit pitting. In addition, recent research has identified an insidious corrosion mechanism involving oxides of magnesium. Although the phenomenon is not yet completely understood, it appears that if sediments containing manganese (which is naturally occurring in river and lake water) become anaerobic, the manganese can become soluble, oxidize, and precipitate as manganese dioxide on condenser tube surfaces.
Another postulated cause of the corrosion is that biocides such as chlorine oxidize manganese oxide to soluble permanganate. This substance can destroy the passive layer on stainless steel and create cathodic and anodic areas that foster severe pitting. Some researchers have theorized that biofilms themselves can concentrate manganese oxide. If the biofilm contains iron and manganese-oxidizing bacteria, manganese oxide can be created and deposit on tubing. The deposits may work in concert with sulfate-reducing bacteria to create corrosion cells.
An additional problem with manganese is that it induces pitting by changing the potential of the exposed material. Surface condensers with titanium tubes are immune to this type of attack because their pitting potential is high, on the order of +/-10 volts. Many stainless steels, by contrast, have a pitting potential very close to their rest potential (less than +1V). These materials may be susceptible to pitting attack when oxidizing compounds are present that raise the potential.
One conclusion that can be drawn from the research is that austenitic stainless steel tube materials appear to be particularly susceptible to manganese-induced underdeposit pitting and corrosion. Accordingly, special attention should be paid to choice of condenser tube material if manganese-oxide conditions are present or suspected.
Microbiologically influenced corrosion (MIC). Invariably, MIC must be addressed when designing a power plant that will be cooled by gray water. Bacteria present in it will predictably place certain materials in harm’s way.
The susceptibility of stainless steels to MIC is well documented. In particular, 304/304L and 316/316L are at risk. Indeed, batch culture tests indicate that all alloys examined at the time (316L, 904L, Al-6X, 254 SMO & 625) are susceptible to MIC attack. Later tests suggest that the "N" grade of AL-6X exhibits good resistance to MIC. Considerable testing by the Naval Research Lab suggests that titanium is immune to MIC, even at elevated temperatures (120F to 160F).
Floaters and sinkers. Wastewater quality can vary a great deal from city to city and from source to source. If plastic materials (floaters) accompany the effluent in a clarifier, they could plug heat exchangers. Looking in the other direction, suspended solids and debris (sinkers) tend to form sludge in the cooling tower basin.
Pioneering plants
Over the past few years, an increasing number of new power plants have been designed to be cooled to some extent by gray water. Typically, the water is used either as the principal medium in a cooling tower or as the tower’s makeup. In rare cases, gray water has been used for once-through cooling.
The Delta Energy Center in Pittsburg, Calif.; the Millennium Power Project in Massachusetts; Lakeland Electric’s C.D. McIntosh, Jr. power plant in Florida; and the AES Granite Ridge power plant in Londonderry, N.H. were among the first users of gray water for cooling. Xcel Energy and SWEPCO have used effluent for cooling in some form at their Nichols and Jones Generating stations for almost 40 years. Many of these early adopters were small to midsize plants.
The gray water system at Palo Verde Nuclear Generating Station (PVNGS) in Arizona is unique for its sheer size. PVNGS (Figure 5) is a three-unit, pressurized water reactor facility with a total capacity of 3,875 MW. The station has been in operation since 1986 and uses gray water exclusively for cooling (Table 4); more on its process later. (See POWER, May 2006 for an in-depth discussion of how Arizona Public Service’s Redhawk Generating Station uses gray water from PVNGS for plant makeup.)

5. Desert dweller. Arizona Public Service’s Palo Verde Nuclear Generating Station is a three-unit plant rated at 3,875 MW. Courtesy: Valtimet Inc.

Table 4. Key specs of Palo Verde Nuclear Generating Station’s gray water supply. Source: Valtimet Inc.
Use of gray water for cooling has not been without its problems. For example, PSE&G’s Bergen and Linden stations, both of which use treated municipal wastewater for cooling tower makeup, had to replace their new Type 316 stainless steel condenser tubing with titanium (Linden Station was a POWER magazine Top Plant last year; see POWER, July/August 2006, p. 58).
Water is king
At PVNGS, gray water for plant makeup begins its journey from the greater Phoenix area at the 91st Avenue Tolleson wastewater treatment plant. Treated effluent flows 28 miles downhill and then is pumped eight more miles to the Palo Verde Water Reclamation Facility (Figure 6). There, it is treated a third time and stored in a 760-million-gallon lined reservoir (Figure 7). The closed loop condenser/cooling tower circuit uses water from this reservoir.

6. Recycling king. All of the plant’s makeup is gray water from the Phoenix metropolitan area that is treated to meet plant specs. Courtesy: Valtimet Inc.

7. Hold your water. Treated and reclaimed water is stored in a 760-million-gallon reservoir. Courtesy: Valtimet Inc.
PVNGS uses three mechanical forced-draft cooling towers for each generating unit (Figure 8). The results of using gray water for 20 years and continuous wet/dry cycling have been corrosion of exposed rebar and spalling of concrete. Chlorination has been successful at combating algae growth. The cooling towers operate at or near 25 concentration cycles, producing water whose salinity approaches or occasionally exceeds that of seawater. Once this concentration is reached, the water is discharged to evaporation ponds.

8. Chill out. Palo Verde’s three massive forced-draft cooling towers. Courtesy: Valtimet Inc.
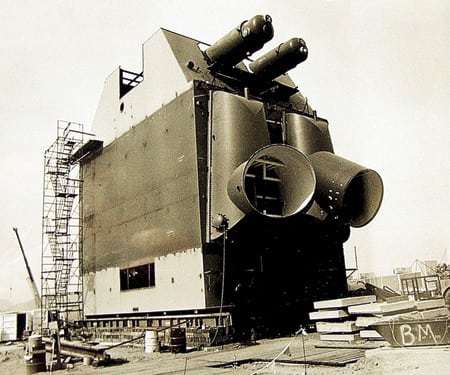
9. Golden oldie. On-site surface erection of one of six condenser shells (circa 1985). Courtesy: Valtimet Inc.

10. Pressurized cooling water, too. A simplified condenser water flow schematic of Palo Verde station. Source: Valtimet Inc.
Because of the corrosive elements present in the treated gray water, the condenser tube material had to be changed from stainless steel to titanium after cage assembly/fabrication but prior to the tubes’ installation. The tube bundles were later staked to prevent the onset of damaging vibration due to the excessively large support plate spacing. The tube sheets are aluminum-bronze with mechanically expanded tube joints. The tube sheets are coated at the inlet end but not at the discharge. All 12 water boxes are epoxy coated.
It’s fascinating to examine the overall performance and integrity of this condenser in light of its 20-year service life, after-the-fact tube material selection, galvanically dissimilar tube sheet material, tube-to-tube sheet joint configuration, coating philosophy, and—above all—the aggressive water chemistry. It’s also useful, because the following results indicate that PVNGS’s approach could still easily be considered good design practice for gray water-cooled power plants:
- No corrosion of the titanium tubing has occurred.
- The integrity of the tube-to-tube sheet joint remains viable.
- Coating the inlet tube sheet apparently halted some initial erosion of the aluminum-bronze material. The initial erosion may have been galvanically induced.
- Some fatigue failures of the titanium tubes were attributed to excessive support plate spacing. Staking successfully addressed this issue.
- Several tube failures resulted from poor design of the cold water discharge spargers.
- Some minor steam erosion has been detected on the tubes’ outer diameter at the top of the bundle.
- Mechanical scrapers are used to keep the tubes clean. Little to no buildup on the tubes’ inner diameter has occurred as a result.
—Dennis Schumerth is director of business development for Valtimet Inc. (www.valtimet.com), a supplier of titanium tubing for power plant condensers.He can be reached at [email protected] or 714-573-1000.