Plant Converts to Combined Cycle Operation with Help of Thermal Mass Air/Gas Flowmeter
Process engineers at a power plant in Western Europe were upgrading the facility with new combined cycle gas turbine (CCGT) technology. CCGT power plants operate with both gas turbines and steam turbines working together (Figure 1), achieving power generation capability up to 50% higher than with gas turbines alone.
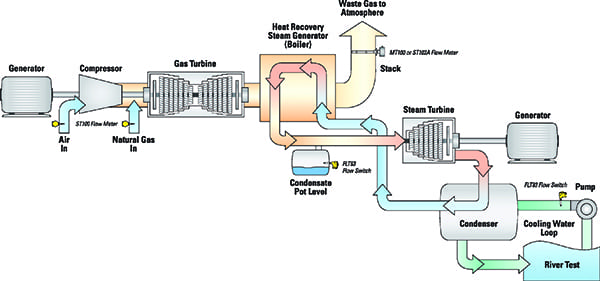 |
| 1. Combined cycle technology. This schematic shows how the combined cycle gas turbine (CCGT) process works. One important aspect is the air-to-fuel ratio. The airflow and fuel flow must be measured accurately and reliably to ensure optimal performance. Courtesy: Fluid Components International (FCI) |
The additional generation capacity requires no additional fuel. To achieve these results, the excess heat from the natural gas-powered combustion turbines is used to produce steam in a heat recovery steam generator (HRSG). The steam is then used to drive another turbine generator, thereby generating more power from the same quantity of fuel.
Flow Measurement Problems
As part of the plant upgrade, process engineers recognized that they could improve the performance of their existing gas turbines. To operate them more efficiently and safely, the gas turbine’s combustion system needed a precisely controlled air-to-fuel mixture. Such control is achieved by closely monitoring the ratio of the air (oxygen) and the fuel, which is typically natural gas. This ratio is also known as a stoichiometric mixture.
Both the rate of air feed flow and natural gas flow must be measured accurately, consistently, and reliably. The flow meter for this task also must operate across a wide turndown range for safe startups and restarts of the gas turbines, which can vary throughout the day and the seasons due to variable consumer demands on the electric power grid.
In this case, the existing flowmeters at the plant had been in use for several years. They were designed with flow sensors that do not measure gas mass flow directly—they “infer” the flow rate. This meant that the flow measuring system also required temperature and pressure sensors, and a flow computer to infer the mass flow rate properly. In addition, the existing flowmeters were unable to measure low flows (velocity had to be above 10 ft/sec) and had very limited range-ability, a maximum of 5:1. The result was less than optimum airflow measurement accuracy that also could be inconsistent, which raised the cost of plant operations unnecessarily.
A Mass Flowmeter Solution
To solve the problem, the process engineers collaborated with Fluid Components International (FCI) to improve the accuracy and repeatability of the air/gas flowmeters. FCI has helped dozens of CCGT power plants around the world measure the mass flow rates of natural gas, in line sizes ranging from 0.5 in. (15 mm) to 24 in. (600 mm), and air feeds in pipes varying from 3 in. (80 mm) to 60 in. (1,500 mm) or in ducts from 10 in. x 10 in. (250 mm x 250 mm) to 8 ft x 8 ft (2,400 mm x 2,400 mm).
FCI’s thermal mass technology flowmeters are applied not only on cold fresh air intakes, but also on preheated or combustion air feeds to the gas turbines. The direct mass flow measurement capability of thermal meters allows the operator to achieve a direct control ratio between the natural gas fuel and the air without any corrections for pressure, temperature, or density, which requires extra components and possibly extra offsets and failures.
Thermal mass flowmeters from FCI provide accurate and reliable direct mass flow data. Independent third-party studies have been conducted that include the failure mode effects and diagnostic analysis (FMEDA) reports necessary for Safety Integrity Level (SIL) rating. With two out of three voting capability, they are available with a high SIL-1 rating.
For these reasons, FCI recommended its ST100 Series Thermal Mass Flow Meter (Figure 2). It is ideal for the measurement of air, combustion air, oxygen, natural gas, synthesis gas, methane, and many other process gases.
 |
| 2. A look at the ST100. The ST100 Series Thermal Mass Flow Meter measures air, combustion air, oxygen, natural gas, synthesis gas, methane, and other process gases. It was used in a power plant in Western Europe for close ratio control in a CCGT application. Courtesy: FCI |
The process engineers at the power plant agreed with FCI’s recommendation for several reasons. They appreciated the ST100 meter’s fast-response thermal dispersion direct mass flow sensors, making the meter ideal for close ratio control in CCGT applications. With a standard turndown of 100:1, and an optional 1,000:1 turndown available, it was a perfect fit for CCGT operations.
The process engineers chose the insertion style meter because of its easy installation in any line size larger than 2.5 in., with optional retractable hot tap process connection to prevent any interference with plant operation even when thermal mass flowmeters are removed from the process for inspection or verifications.
The ST100 flowmeter can sense flow rates from as low as 0.25 standard ft/sec (0.08 normal m/sec) up to a maximum of 1,000 standard ft/sec (300 normal m/sec). Developed for rugged industrial processes including power generation, the ST100 meter measures air/gas temperatures from –40F to 850F (–40C to 454C). Along with its SIL rating, the meter is certified for hazardous areas with comprehensive approvals that include FM, FMc, IECEx, ATEX, Inmetro, EAC, NEPSI, CPA, and others.
The process engineers discovered that whether their output requirements for this CCGT application were traditional 4–20 mA analog, frequency/pulse, or advanced digital bus communications, such as HART, Foundation Fieldbus, PROFIBUS, or Modbus, the ST100 meter supported them all. Its bus communications are certified by and registered with HART and Foundation Fieldbus.
The meter also is available with an optional digital readout, which was selected by the plant’s process engineers for easy technician access to data. The meter’s local or remote display provides a best-in-class information suite, backlighted LCD, and four optical touch buttons. The display and button functions can be rotated electronically, via the buttons, in 90-degree increments to optimize display viewing and button activations.
Thermal Flow Sensing
All FCI meters are designed with the same thermal dispersion sensing technology that provides direct mass flow measurement. The system places two thermowell-protected platinum resistance temperature detector (RTD) sensors in the process stream.
One RTD is heated from a constant current source while the other senses the actual process temperature. The temperature difference between these sensors generates a voltage output, which is proportional to the media cooling effect and can be used to measure the gas mass flow rate (Figure 3) without the need for additional pressure or temperature transmitters.
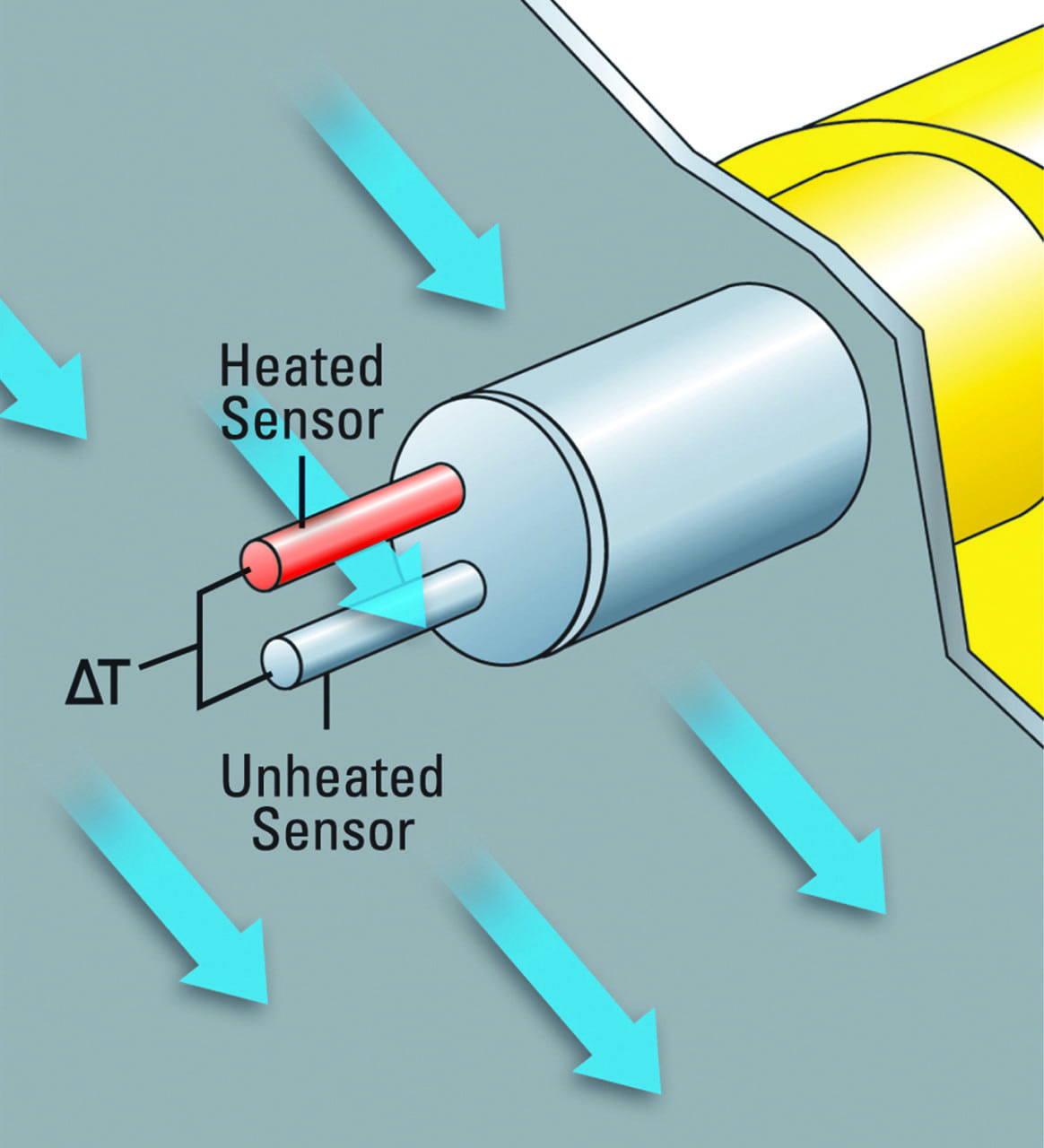 |
| 3. Measuring the gas mass flow rate. Platinum resistance temperature detector sensors are placed in the process stream as shown here. One is heated from a constant current source and the other senses the actual process temperature. The temperature difference generates voltage proportional to the media cooling effect, and can be used to measure the gas mass flow rate. Courtesy: FCI |
With this direct mass flow sensor technology, the FCI meter also includes built-in real-time temperature compensation. This capability ensures repeatable and reliable measurement even in applications where wide process temperature variations are present.
With no moving parts to plug or foul, the ST100 meter can deliver future cost savings over higher-maintenance alternative constant temperature thermal dispersion meters. This meter provides the accurate and repeatable gas flow measurement essential for safe and dependable electric power plant operations at the lowest lifecycle costs.
The power plant project in Western Europe was completed successfully with new flowmeters installed and commissioned without any issues. The meters’ accuracy, repeatability, and reliability has improved system flow measurement and helped support the process engineers’ goal of optimizing the operation of the facility’s gas turbines, and the process engineers plan to recommend the ST100 meters for use at other plants.
—Jack Koeken is a senior member of the technical staff at Fluid Components International (FCI).