Be Prepared for Coal Ash Regulations
The ways of Washington are murky and slow, but once the Environmental Protection Agency finally finalizes its rules on coal combustion residuals, you’ll have to move fast to comply, so carefully consider your options today.
A little over five years ago, on the night of Dec. 22, 2008, the residents of Kingston, Tenn., were devastated when a dike holding back an 84-acre ash pond broke loose. The ash pond servicing Tennessee Valley Authority’s (TVA) Kingston facility was holding 5.4 million cubic yards of coal ash sludge that spread over 400 acres and damaged 42 houses. The release of coal ash into the environment was so significant that the consequences of the devastation took approximately four years to clean up (Figure 1). Even with significant cleanup efforts, some reports estimate that as much as 500,000 cubic yards of coal ash remain in the nearby Emory River.
 |
| 1. TVA Kingston coal ash release. This photograph was taken Dec. 23, 2008, a day after the earthen containment walls holding more than five million cubic yards of fly ash and bottom ash sludge failed. Source: Tennessee Valley Authority |
Since that event, the promulgation of Environmental Protection Agency (EPA) regulations for coal combustion residuals (CCRs) has been a concern of coal-fired power generators nationwide.
Double-Edged Sword
Ash ponds were originally constructed as an economical option to provide temporary storage for CCRs generated from the combustion of coal. Approximately 15% to 40% of ash generated by coal combustion is in the form of heavy ash agglomerations, commonly referred to as bottom ash. This ash is too heavy to be carried by the combustion flue gases and thus falls to the bottom of the boiler. This ash is particularly hot (upwards of 2,400F) and needs to be quenched and processed prior to handling. For this reason, most pulverized coal boilers are designed with hydraulic bottom ash systems to cool, crush, and convey these heavy ash agglomerations.
At the Kingston facility, the hydraulic bottom ash system made use of an ash sluicing (or slurry) system to convey the cooled bottom ash to an ash pond. Once the ash has settled in the pond, it can be dredged and dried, then used for secondary purposes or landfilled.
From an operational point of view, the ponds were designed to accommodate a significant volume of ash to maintain safe and uninterrupted power plant operations. However, the ash in the pond contains hazardous substances (such as heavy metals) that can be detrimental to the environment in a catastrophe such as the Kingston Fossil Plant release.
Regulatory and Legal Roundabout
The EPA previously proposed regulating CCRs in June 2010 under the authority of the Solid Waste Disposal Act of 1970, the Resource Conservation and Recovery Act of 1976 (RCRA), and the Hazardous and Solid Waste Amendments of 1984 (the combined regulations are often commonly referred to as RCRA). Although proposed over three and a half years ago, the regulation was never finalized and remains in limbo.
CCRs are defined as fly ash (combustion by-product consisting of fine particles that rise with flue gases), bottom ash (agglomerated coal ash particles too heavy to rise in flue gas), boiler slag (molten bottom ash consisting of silica and aluminosilicates), and flue gas desulfurization (FGD) materials (predominantly CaSOx materials).
Fly ash consists of fine particles that are carried through the boiler by combustion flue gases. Because of the fine nature of fly ash, systems designed to transport it are typically pneumatic (vacuum or positive pressurize) conveying systems. FGD systems are typically designed with gypsum dewatering systems and wastewater treatment and are not a significant concern for CCR regulation. Bottom ash and boiler slag that are typically handled via hydraulic bottom ash systems and make use of ash ponds are of significant concern for the regulation of CCRs.
Since the introduction of the proposed CCR regulations in 2010, the power industry has been anticipating the release of a finalized rule. Year after year the industry has expected the promulgation of these regulations, but no direction has been afforded by the EPA. That is due to change in 2014.
On Oct. 29, 2013, in the case of Appalachian Voices v. McCarthy, a federal judge ruled that the EPA is required to submit a plan and schedule for finalizing CCR regulations within 60 days. Although this is a solid push for the EPA to finalize CCR regulations, it does not guarantee an expedited release of final rules. As further incentive to finalize CCR regulations, the ruling also requires the EPA to review RCRA coal ash rules every three years. The requirement for a regulatory review of RCRA, as it relates to CCRs, could open the door for environmental groups to file suit against the EPA.
As this article was being written, a consent decree was reached between the agency and environmental groups on Jan. 29 that requires the EPA to issue a proposed revision of its RCRA rules no later than Dec. 18, 2014.
It is because of recent actions by the courts that utilities still operating ash removal systems that make use of ash ponds need to consider alternative options for future operations.
Subtitle C vs. Subtitle D
As part of the proposed regulation, the EPA is considering two paths for the regulation of CCRs (see table). The first path is using Subtitle C of RCRA to create federally enforceable requirements for waste management and disposal of CCRs. The second path utilizes Subtitle D of RCRA, which sets performance standards for waste management facilities that will be enforced by states that adopt their own coal ash management programs.
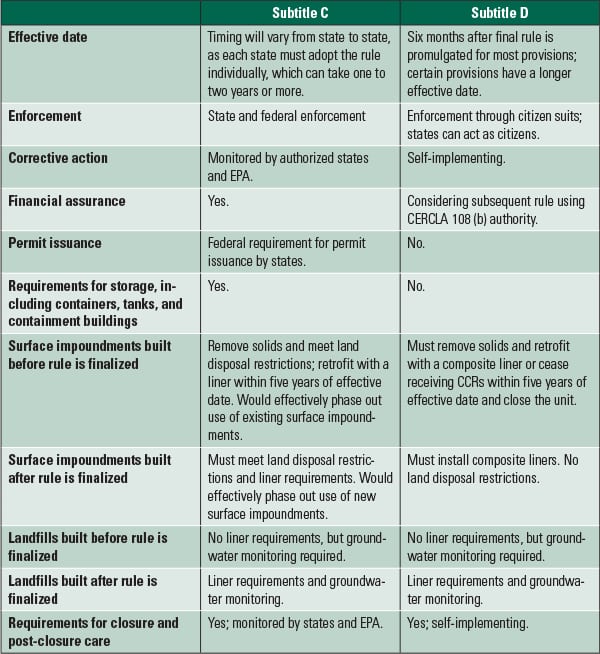 |
| Table 1. Comparison of Subtitle C vs. Subtitle D. Source: EPA |
Under the Subtitle C proposal, wet handling of CCRs, including the use of coal ash ponds, would be phased out. The Subtitle D path would require existing coal ash ponds to be retrofitted with a composite liner to prevent ash contaminants from leaching into the groundwater. Although the addition of a composite liner to an ash pond may appear to be a simple remedy, the EPA is anticipating the cost of this path will create a strong incentive to decommission these ponds and transition to a landfill operation.
Compliance Strategies
Without a clear understanding of which path the EPA intends to take for regulating CCRs, it is difficult to home in on a single technology, wet or dry, to meet forthcoming regulations. What is clear is that the EPA is intent on shuttering coal ash pond operations, and the February spill at Duke Energy’s Dan River Steam Station’s ash pond is likely to reinforce that position.
Several options exist to divert existing ash slurry systems away from ash ponds. Utilities may have the option of keeping an existing ash slurry system and installing new ash-drying equipment, or they can convert their ash slurry handling systems to a totally dry system. Both options have their pros and cons but are viable solutions to meet expected CCR regulations.
Ash Slurry Options. The first option to maintain an ash slurry system is to implement dewatering bins in lieu of an ash pond (see “Reducing Bottom Ash Dewatering System Maintenance” in the November 2013 issue). With this option, dewatering bins are used both as a receiver and separator for the ash slurry mixture.
Typically, a pair of dewatering bins is employed to maintain uninterrupted boiler operations. The first bin will continue to receive ash slurry until the collected solids (bottom ash) have reached a predetermined capacity. At that point, ash slurry flow is directed to the second bin. With the second bin serving as the active receiver for the ash slurry, the first bin can begin to “dewater” its content of bottom ash. Overflow and drainage water from the bins are further processed (typically, with settling and surge tanks) for reuse in closed-loop slurry systems. Trucks are then used to remove the damp ash from the dewatering bins for off-site disposal.
Dewatering bin technology is a very mature option, with several manufacturers offering equipment packages.
The primary advantages to this system are the reuse of the existing slurry system, short outage time, and the maturity of the dewatering bin system. This type of system can be erected independent of power plant operations and (because existing ash slurry systems are used) the only interfaces are with existing slurry piping and recirculated water.
There are some disadvantages with dewatering bins. These systems are not dry, and in order to dewater the ash slurry, a significant amount of auxiliary power is required. As is typical with many wet systems, the dewatering bins are prone to leaks, and screens used for dewatering are subject to plugging. Because of the water quality used in this system, excessive fouling and plugging of piping and equipment is common. In some cases, plant operations have required shutdowns due to excessive buildup of contaminants in the system. Boiler efficiency is unaffected, as the original ash hoppers are retained.
A second ash slurry option diverts the slurry from the ash pond to a remote submerged scraper conveyor system. Clyde Bergemann Power Group offers this ash slurry packaged system known as ASHCON. In this system, large overflow troughs are used in a similar manner to dewatering bins, and a submerged scraper continuously withdraws ash from the water and conveys it to an ash pile for secondary use or landfilling.
Advantages of the ASHCON system are similar to those of dewatering bins, but there are some key benefits. The primary differentiator between the ASHCON system and dewatering bin option is the elevation at which the technology operates.
Because the ASHCON system is much lower to the ground, the existing water supply pumps and jet pumps under the boiler should not need to be modified. Dewatering bins operate at a much higher elevation, thus requiring additional lift in the form of higher-horsepower pumps. As noted, dewatering bins operate in a batch process (usually with redundant bins), whereas the ASHCON system is a continuous process that eliminates the maintenance and operator involvement associated with batch processing.
Little to no outage is required, as the system can be erected without interrupting power plant operations. The system reuses existing ash hoppers and has a small footprint relative to an ash pond.
For facilities that operate multiple boilers, a single ASHCON system can be designed to handle the flow from each slurry system, thus reducing the need for redundant systems.
One disadvantage with this system is that it still operates as a wet system; overflow water from the troughs must be treated as process wastewater. High power consumption and no change in boiler efficiency are other disadvantages.
Submerged Scraper Conveyor Option. Similar to the remote submerged scraper conveyor system, the submerged scraper system can be directly integrated into the ash hopper. The existing ash slurry system is removed and a water trough with a chain conveyor is installed in its place. The water quenches the hot ash, and the ash is dewatered as it is slowly dragged up an incline. Ash is then fed to removable containers or a transfer conveyor for storage.
The submerged scraper system has advantages similar to those of the remote submerged scraper system. In addition to these advantages, a submerged scraper system eliminates the need for clinker grinders, hopper jets and slurry pumps, and hopper gatehouse assemblies. Auxiliary power is reduced, as the power needed to drive high-, medium-, and low-pressure pumps associated with slurry systems is more than that required by the new conveyor system. This technology is also mature, as the first submerged scraper systems were installed nearly 100 years ago.
For plants without extra real estate to implement a remote submerged scraper system, this system has an even smaller footprint. Submerged scraper conveyor systems have also been designed to combine economizer ash and pyrite removal into the same system, thus reducing overall maintenance costs. The submerged scraper conveyor option also minimizes water usage and is less complex than dewatering bins.
Unfortunately, because of the significant modifications needed to the ash hopper, a major outage is required for installation. The system is still not a dry system and requires wastewater treatment for any water that overflows the trough. The same combustion characteristics exist, thus no change in boiler efficiency will be observed.
Dry Conversions. The newest technology for replacing an ash slurry system is a complete dry ash conversion. An example of a dry system designed to replace ash slurry systems is Clyde Bergemann Power Group’s DRYCON (Figure 2).
 |
| 2. DRYCON cooling conveyor installation in Florida. Courtesy: Clyde Bergemann Power Group |
The DRYCON system replaces the existing ash slurry system with a dry conveyor system at the bottom of the boiler. This poses challenges, as the removal of a water-quenching system requires a new method to cool hot ash. To combat this cooling problem, these systems introduce cool ambient air across the conveyor system and into the furnace. This air cools the conveyor components while burning the remaining carbon in the ash. The cooling air increases in temperature before entering the boiler through the throat.
The addition of warmed ambient air for cooling ash may appear to be problematic, as this air volume could affect the combustion characteristics of the boiler. In order to ensure that no adverse effects on boiler combustion occur, the amount of ambient air used for ash cooling is limited to 0.75% of the combustion air. This method of cooling is quite effective, as it has been shown to reduce the ash temperature from 750F at the outlet of the boiler to 178F at the end of the DRYCON cooling conveyor (Figure 3). The conveyor itself does not need to be insulated, as the outside skin temperature has been shown to average 87F.
 |
| 3. DRYCON cooling and transfer conveyor to ash storage. Courtesy: Clyde Bergemann Power Group |
Removal of the water-flooded ash hopper will reduce thermal losses from evaporation of water (evaporative cooling), and the unburned carbon content of the ash is reduced, thus increasing boiler efficiency. As a result of the reduction in unburned carbon content of the ash, boiler efficiency can be increased by 0.02% to 0.07%. Likewise, the reduction in unburned carbon in the ash itself increases its possible sale as a beneficial by-product.
As it relates to upcoming CCR regulations, the DRYCON system requires no water, thus it will comply with either a Subtitle C or Subtitle D final regulation. However, installation of this type of system will require a longer outage (the system can be installed in a 22-day outage), as significant demolition and construction activities to the ash hoppers are required.
Path Forward
Although it may appear to be a case of “the boy who cried wolf,” the EPA is being pressured more than ever and can be expected to promulgate CCR regulations by year’s end. Current timetables for compliance are tight regardless of which path for CCR regulation the EPA takes.
In the case of a Subtitle C regulation, each state will be required to adopt the rule individually, thus effective dates will vary; however, in some states effective dates will be as soon as six months after promulgation. In the case of a Subtitle D regulation, most provisions will be effective six months after promulgation.
With the tight compliance deadlines and uncertain regulatory provisions, utilities should be prepared with multiple compliance scenarios. Many of the commercially available technologies are mature and can be competitively bid among suppliers. Some technologies are “cutting edge” and may offer additional benefits, such as reduced auxiliary power load and increased boiler efficiency. However, each facility will need to evaluate these technologies based upon site-specific equipment configurations, expected outage times, and capital/operating costs of the systems. ■
— Brandon Bell, PE ([email protected]) is a project manager with Valdes Engineering Co. and a POWER contributing editor.