Water and Wastewater Treatment Technology Update

The handling of power plant water and wastewater is becoming increasingly complex. Fortunately, innovative treatment technologies can help. Recent advances include forward osmosis, membrane bioreactor wastewater treatment systems, and reverse osmosis membrane improvements.
Water is the lifeblood of a thermal power plant. As such, obtaining clean and pure makeup water and dealing with wastewater has been a requirement since the first steam generating unit went into operation. As rules and regulations change, new technology is often necessary to meet more restrictive guidelines. The desire for energy savings, more reliable treatment methods, and solutions to water availability challenges can also lead to innovations.
Reverse osmosis (RO) is a widely used technology in the power industry. Developed in the 1950s, the first commercial RO plant began operating in 1965. The process uses a semipermeable membrane to purify water by applying pressure to overcome osmotic pressure, forcing water from a region of high-solute concentration through the membrane to a region of low-solute concentration. A newer membrane technology that may not be as familiar to readers is forward osmosis (FO).
Fast Forward to Forward Osmosis
The first FO water treatment plant was built in 1998 for use on landfill leachate; today, research and development continues to refine the process. While not as common as RO, FO systems are proving to offer a new solution for some challenging situations. Boston-based Oasys Water recently installed a system to treat a Chinese coal-fired power plant’s flue gas desulfurization (FGD) wastewater (Figure 1).
 |
| 1. In with the new. Oasys Water’s forward osmosis technology is installed to treat flue gas desulfurization wastewater at the Changxing Power Plant in China. Courtesy: Oasys Water |
Lisa Marchewka, vice president of strategy and marketing for Oasys, explains, “We use membrane technology, but instead of using hydraulic pressure to force water through a membrane, we instead use a high-molarity ‘draw’ solution that pulls freshwater across the membrane rather than pushing it on the surface.”
The key ingredient in the system is the draw solution. Oasys uses ammonium bicarbonate, which is an off-the-shelf product available in bulk. Although ammonium bicarbonate is not completely harmless, it is a relatively safe product that was once used in homes before modern day baking powder became available. In fact, Oasys obtains its product from the well-known baking soda company Arm & Hammer.
Feedwater enters the FO system at one end of the membrane module (Figure 2). The draw solution flows on the opposite side of the membrane, counter to the direction of feedwater flow, and pulls water molecules through the membrane. The draw solution becomes more and more diluted until it exits the module and is directed to the thermal process.
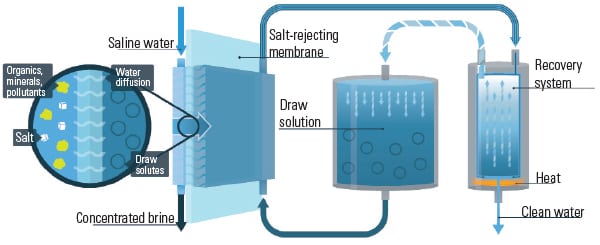 |
| 2. No magic involved. This process diagram shows how a forward osmosis system produces purified water. Source: Oasys Water |
In the thermal recovery device, the diluted draw solution is heated to evaporate only the draw solutes, leaving behind the clean, purified water. Because evaporation of the water is not required in the thermal column (Figure 3), less energy is consumed than would otherwise be necessary. Another advantage of this arrangement is that no impurities enter the thermal process, therefore scaling and foaming are not a problem.
 |
| 3. The draw solution thermal recovery system. Heat is added in the thermal column to evaporate the draw solution, leaving behind purified water. Courtesy: Oasys Water |
By design, the closed loop system should not require additional ammonium bicarbonate to be added. The plant has typical mechanical components though, such as tanks, valves, pumps, and piping, so there is always the potential for leaks or a component failing. For that reason, Oasys suggests that additional draw solution be kept on hand.
Benefits of FO
Oasys says its FO system offers some advantages over other more common water treatment options. According to Marchewka, in RO systems used for seawater desalination, the typical water recovery rate is only about 50%. In other words, for every two gallons of seawater taken into a system, one gallon of purified water is produced and one gallon of reject water is discharged back to the source.
The FO process can be used to take the reject from a seawater desalination RO system and concentrate that to achieve an additional 80% recovery. Therefore, combining the two systems can result in an overall recovery of 90%.
RO systems also are limited in the salinity that they can handle. Once the system reaches its maximum hydraulic pressure, water can no longer be pushed through the membrane to achieve recovery. In contrast, FO technologies can treat water up to 150,000 ppm of total dissolved solids—four times the maximum for conventional RO systems—and concentrate it to over 280,000 ppm. So not only can much higher recovery be achieved using FO—because it is not limited by an osmotic gradient—but it also operates at a lower pressure, which offers an energy savings.
Thermal systems, such as multiple effect distillation, multi-stage flash, or mechanical vapor recompression, offer another option for desalination of seawater and brine concentrating. Although thermal systems can be designed to work well in many situations, they have limitations of their own.
For one thing, thermal systems are capital intensive to install. The materials used have to be capable of handling the corrosive effects of seawater, so they are frequently constructed of more expensive alloys. The energy consumed by a thermal system is also much higher than in FO systems.
In thermal systems, the feedwater must be heated to its vaporization temperature, which requires significant energy. The vapor is then condensed to produce the distillate. In that process, impurities in the water can cause scaling or foaming, resulting in a very maintenance-intensive operation. As noted previously, only the draw solution and clean water enter the thermal recovery column of the FO system, which eliminates this problem.
Innovative FO Uses
Although FO and RO may sound like rival systems designed using similar technology—the membrane portion of an FO system does look nearly identical to that of an RO system, at least on the outside—Oasys views its FO system as more of a complement to RO systems rather than a replacement for them. It suggests FO systems are better able to compete directly with thermal evaporation systems.
“The focus of the company, right now, is more on industrial high-salinity recovery projects, specifically in zero-liquid discharge, or near zero-liquid discharge systems,” said Marchewka.
In addition to the FGD wastewater treatment system Oasys installed at the Changxing Power Plant, it has another FO system already operating in China. That system has the flexibility to be used for seawater desalination or for treating cooling tower blowdown, depending on the plant’s needs.
Through a partnership with National Oilwell Varco (NOV), Oasys’ technology is being deployed in the oil and gas industry too (see this issue’s cover photo). NOV says the system is suitable for onshore unconventional shale plays, and it markets the solution as a means of treating exploration and production wastewaters. It touts that these streams can be converted to freshwater quality, fully treated for reuse in new drilling and completion fluids or for surface discharge in remote areas where disposal options have traditionally been limited and expensive.
Oasys says it is the first company to deploy an FO-based brine concentrator. The company can also imagine using the technology for things like brackish desalination and other municipal applications.
One final advantage that really benefits operators is the FO system’s ability to handle variation. Marchewka noted that the company has learned from its experience in China that the water chemistry from the FGD process is quite variable—seasons, load, and various other operating parameters all factor in. Although changes can be problematic for many systems, because the FO system operates at lower pressure and pulls the water across the membrane with the draw solution, it is much less prone to fouling and scaling, and it can handle the challenge.
“It actually gives operators a nice benefit when dealing with fluctuations and changes in water quality and water chemistry,” says Marchewka.
Utilizing Treated Municipal Wastewater
Power plants continue to face greater restrictions in the usage of water from traditional sources, such as oceans, lakes, rivers, and wells. In the U.S., regulations like 316(b) are forcing facilities to consider alternatives to business as usual. State-of-the-art technology has made treated municipal wastewater generated by publicly owned treatment works (POTW) an attractive source of cooling water makeup for many power plants.
A study conducted at the University of Pittsburgh, evaluating more than 400 existing coal-fired power plants, revealed that 49.4% of them could have sufficient cooling water supplied by POTWs within a 10-mile radius of their plant. If the radius were expanded to 25 miles, the percentage increased to 75.9%. It also evaluated 110 proposed power plants and found that 81% of those facilities could meet their cooling water supply requirements from POTWs within 10 miles of their proposed locations. The 25-mile radius satisfied all but three of the plants.
According to Kaveh Someah, vice president of global energy for Ovivo USA, the use of reclaimed water started decades ago and is gaining in popularity. There are a number of treatment technologies that must be considered based on an individual plant’s situation, but one of the more advanced methods includes the use of a membrane bioreactor (MBR).
An MBR is a wastewater treatment process utilizing biological treatment alongside filtration all in one common tank. MBR systems are considered the best available technology for wastewater treatment and reuse applications, because they are reliable, space efficient, and cost effective. Ovivo—formerly known as Eimco Water Technologies—worked with a power plant in Texas to develop a solution that uses an MBR system to provide makeup water to the plant’s cooling pond.
The Membrane Bioreactor Treatment Process
At the Texas facility, the screen box design handles course screening, allowing raw wastewater to be pumped straight into a fine-screening system to remove particles that could potentially damage the membranes. The screened influent enters the equalization basin, which maintains flow forward up to the peaking capacity of the membranes.
If sufficient hydraulic pressure is not available, the plant is designed with an emergency overflow to a basin located adjacent to the equalization basin. Once plant flow and level return to normal, any overflow can be pumped back to the equalization basin for feed forward.
From the equalization basin, screened and equalized wastewater is pumped to the anoxic basin. The level in the anoxic basin varies, depending on hydraulic loading conditions. Control of the MBR plant is based on level in the anoxic basin.
A programmable logic controller (PLC) receives a level input and varies the flow rate of treated water to accommodate influent flow. It also initiates an intermittent mode to preserve biology, reduce power consumption during low plant loading, and protect equipment.
A mixer in the anoxic basin operates continuously to mix the activated sludge with incoming wastewater, maintaining a uniform concentration of mixed liquor suspended solids. Pumps in the anoxic basin are used for feeding forward and internal recycling.
Diversion valves on the pump discharge allow operator-controlled manual wasting of waste-activated sludge—that is, removing a portion of it—in order to maintain a proper mixed liquor suspended solids concentration. Waste-activated sludge is pumped to a sludge holding tank that is aerated to prevent septic conditions. Sludge may be removed via pump truck, if necessary.
From the anoxic basin, activated sludge is pumped to the pre-aeration basin. Fine bubble diffusers evenly disperse air, providing a residual dissolved oxygen concentration to prevent premature fouling of the membranes in the MBR basin. The aerated mixed liquor gravity feeds into the adjacent MBR basin.
Submerged membranes in the MBR (Figure 4) filter the sludge to produce an extremely clean effluent referred to as permeate. The flow rate of permeate is controlled using a modulating valve to maintain a constant level in the basin. The membranes foul over time, so the PLC automatically opens the control valve to adjust flow until parameters signal that fouling warrants an in-situ cleaning.
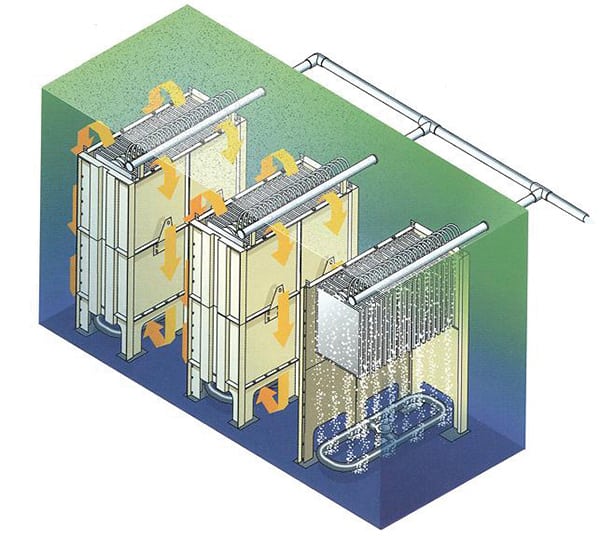 |
| 4. A state-of-the-art wastewater treatment process. The submerged membrane bioreactor configuration relies on course bubble aeration to produce mixing and limit fouling. Courtesy: Ovivo USA |
During the cleaning process, the membranes are relaxed by closing the permeate control valve and scouring the membranes with the blower. Excess membrane biofilm is scoured away to recover flux and improve performance. A maximum relax time is set to prevent membrane abrasion.
Permeate from the membranes is pumped to an in-line chlorine tablet feeder for disinfection prior to discharge. Disinfected effluent then flows by gravity to the discharge point. Sludge is processed through a belt press for dewatering, and dry solids are removed for disposal. The recovered water is recycled back into the process for treatment.
The system in Texas is sized to treat 100,000 gallons of wastewater per day, providing effluent water suitable for makeup to the plant’s cooling pond. Ovivo has many other systems using various technologies operating all around the world.
Zero-Liquid Discharge—and Beyond
One of the largest zero-liquid discharge (ZLD) systems is at the Palo Verde Water Reclamation Facility in Arizona (Figure 5). It is a 90 million gallon per day tertiary treatment plant that reclaims treated secondary effluent from the cities of Phoenix, Scottsdale, Tempe, Mesa, Glendale, and Tolleson. According to Someah, the Palo Verde Nuclear Generating Station is a ZLD facility and the only nuclear power station that uses 100% reclaimed water for its cooling.
 |
| 5. Waste not, want not. The Palo Verde Water Reclamation Facility can treat up to 90 million gallons of secondary effluent from the Phoenix metropolitan area and provides all of the cooling water for the Palo Verde Nuclear Generating Station. Courtesy: Arizona Public Service |
Palo Verde’s process includes a series of trickling filters to achieve biological de-nitrification. Next, first- and second-stage solid contact clarifiers remove hardness-causing minerals and calcium from the water. Final polishing is accomplished in mixed media gravity filters, after which the softened water enters the plant’s cooling water cycle.
“The technology to treat the water has come a long way and has advanced drastically over the last decade,” said Someah. “Today there are cost-effective technologies offered by Ovivo that will allow the industry to use the secondary treated water and treat it further for use for cooling water source and, with further treatment, for boiler feedwater.”
Membrane Innovations
The RO process is well understood and has proven to work satisfactorily in many applications. Even so, membrane manufacturers continue to improve upon thin-film composite technology used in their elements. According to U.S. Water Services Inc. (U.S. Water), a Minnesota-based integrated water management solutions provider, a couple of significant advances have enabled design and operation improvements in RO systems.
One improvement is in the fouling characteristics of some membranes. Power plants are frequently being forced to use poorer quality water as a source for makeup to circulating and demineralized water systems. The latest fouling-resistant membranes have been designed to meet the more difficult working conditions while reducing cleaning frequency and minimizing pretreatment.
Pressure requirements for low-energy elements have also been improved. Historically, low-energy elements have had rejection rates too low to gain much acceptance in the power industry. The negative impacts of increased salt ion passage to downstream components, such as mixed bed demineralizers or electrodeionization systems, were too great.
However, newer membrane technology is lowering pressure requirements while keeping the rejection at, or near, traditional rates of brackish water membranes. The improvement allows original equipment manufacturers, like U.S. Water, to reduce pump and motor sizes, which saves energy and improves net plant heat rate.
While membrane improvements are helpful, the control of microbiological activity is still extremely important to aide in the long-term reliability of RO systems. Many facilities have large water tanks that serve as process and firewater reserves. Holding times in these tanks can be very long. As the water sits relatively stagnant, controlling the microbiological growth in these tanks needs to be considered. When they are left unmanaged, operators often struggle to maintain control and will be required to clean RO systems more frequently.
Challenges can also result from active biological growth on RO membranes or from the slimy byproduct shed from biofilms upstream of the RO. U.S. Water strongly recommends that plants maintain a free halogen level in the process water tank and upstream multimedia (Figure 6) or ultrafiltration systems at all times to help minimize these issues. ■
 |
| 6. Managing alternatives. Multimedia filters offer an option for removing suspended solids, iron, and manganese from incoming water, which can improve RO performance. Courtesy: U.S. Water |
— Aaron Larson is a POWER associate editor.