The Role of Activated Carbon in a Comprehensive MATS Strategy
Conventional wisdom suggests that coal-fired power plants employing selective catalytic reduction and a wet scrubber can comply with Mercury and Air Toxics Standards (MATS). Long-term testing at Southern Co. demonstrates activated carbon can be a key component of a reliable whole-plant solution.
The U.S. Environmental Protection Agency’s Mercury and Air Toxics Standards (MATS) set limits on the emissions of mercury (Hg) and other pollutants for coal-fired power plants. Many plant operators have begun developing compliance strategies in anticipation of the effective date of April 16, 2015 (or April 16, 2016, for facilities that have received an extension). Conventional wisdom suggests that mercury (Hg) compliance can be achieved using existing pollution control equipment, particularly a combination of selective catalytic reduction (SCR), which addresses oxides of nitrogen (NOx), and wet scrubbers, which deal with sulfur and other acid gases. This configuration is common in power plants burning higher-sulfur coals.
Extensive mercury monitoring conducted by Southern Co. challenges this myth. Southern Co. also evaluated various active mercury control technologies including: activated carbon injection (ACI) prior to the electrostatic precipitator (ESP), ACI with a baghouse retrofit, and powdered activated carbon (PAC) as an additive to the wet scrubber.
This article presents results and lessons learned from such testing, plus recommended guiding principles for developing an effective MATS compliance strategy:
- Mercury emissions are highly variable.
- Complementary technologies are useful in dealing with variability.
- Each plant should have an engineered, or active, mercury control technology.
- Plant-specific testing may be necessary to demonstrate mercury controls.
A History of Activated Carbon
Activated carbon injection for coal-fired power plants was first tested and introduced through programs conducted collaboratively by the U.S. Department of Energy, National Energy Technology Laboratory, Electric Power Research Institute, and utilities in the early 1990s. Since the mid-2000s, ACI has been determined to be both the best available control technology (BACT) and maximum achievable control technology (MACT) for mercury control on a case-by-case basis for certain coal-fired power plants, and today there are hundreds of commercial systems operating or contracted, designed to control mercury emissions to meet state mercury limits, permit limits, or MATS mercury standards.
Those early Generation 1 PACs worked under certain conditions, but they were not optimized for mercury capture. Rather, they were transferred from other applications such as water cleanup (a liquid-phase rather than gaseous-phase use) and municipal solid waste flue gas, which have order-of-magnitude higher mercury concentrations than the dilute coal-fired flue gas stream.
Since 2011, innovative products have been introduced, engineered, and designed specifically for mercury capture for coal-fired power plants. ADA Carbon Solutions introduced its new trademarked next-generation FastPAC series in 2011 and has turned its focus to development of sulfur trioxide (SO3)-tolerant PACs and other specialty applications. Application of a more detailed, fundamental scientific understanding of Hg capture mechanisms, as well as more precise tuning of the PACs’ surface, pore structure, and particle morphology, have led to significant advancements in dealing with the complex air pollution control system chemistries and diffusional and reaction kinetics, leading to the introduction of new advanced PACs with enhanced Hg capture efficacy and efficiency.
Since then, and in conjunction with the more accelerated recent pace of laboratory prototyping and field demonstrations, the rate of innovation has picked up. One of the rapid prototyping tools that ADA Carbon Solutions (Figure 1) uses to quickly test and prove out new products is its Dynamic Mercury Capture test, introduced this February at the Energy, Utility and Environment Conference. This test is the first commercially employed bench-scale test that achieves in-flight, dynamic capture of mercury rather than utilizing a fixed bed, which allows for rapid product development.
 |
| 1. Silos at ADA Carbon Solutions Red River Plant, Coushatta, La. Courtesy: ADA Carbon Solutions |
As a result of these advancements, there are several next-generation PACs today that are designed to work more efficiently in myriad applications, and the results are creating better understanding and changing some assumptions and paradigms established in the earlier work.
The Science Behind an Effective MATS Compliance Strategy
There are three essential steps to mercury control: The elemental mercury (Hg0) must be converted to oxidized mercury (Hg2+); it must contact a medium that will remove it from the flue gas stream; and it must be captured and sequestered effectively and securely by that medium for removal from the power plant. All three of these mechanisms are necessary for mercury control, and the total mercury control cannot exceed the product of these mechanisms as per the following:
(Conversion efficiency) x (Contact efficiency) x (Capture efficiency) = Overall mercury control %
For example, consider a plant with an SCR system and wet scrubber. If native oxidation, SCR, halogenated sorbents, and/or additives can provide 95% oxidation of the flue gas mercury (see “Optimized SCR Catalysts Maximize Mercury Removal Co-Benefits,” in the December 2013 issue of POWER, available at powermag.com), then that 95% is available to be contacted by a removal media. In this case, if 95% of the mercury is oxidized at the point of entry to the wet scrubber, then the mass transfer limitations of the wet scrubber will dictate the limit of contact in this device.
Scrubber contact with oxidized mercury has been observed in Southern Co.’s units to be very efficient. So in the case of a modern wet scrubber with no bypass, if the wet scrubber’s theoretical mass transfer limit is 98% contact, and if this directly translates into an operational limitation for mercury, the amount of the fuel mercury that potentially is available for capture in the wet scrubber is (95%) x (98%) = 93%.
Contact efficiency, of course, will be lower in wet scrubbers with a bypass. For example, 15% bypass would limit the mercury available for scrubber contact to 85% of the fuel mercury, or (85%) x (95% oxidized) = 81% that can be controlled by the scrubber.
At this point, the fuel mercury in the wet scrubber will be divided into many forms. It can be in the solution as one of several oxidized mercury species, or it can be in particulate form on solids in the scrubber. Elemental mercury will pass through unaffected. The oxidized and particulate mercury residing in the scrubber then need to be captured and removed from the system.
The form and removal of this mercury depend on scrubber chemistry and partitioning within the solution and solids, and can vary significantly from plant to plant, as well as over time. Southern Co. has observed a wide range (from less than 10% to greater than 90%) of the mercury to be in the aqueous phase. In any case, the mercury needs to be separated from gypsum, which can be achieved by processing through a hydrocyclone. Stable capture can be obtained with activated carbon and is described below.
But when evaluating a MATS strategy, operators of each unit have to ask “Is this enough?” In certain cases 81% to 93% average capture may not be sufficient, or a power plant operator may want options for compliance across a range of operating scenarios. Because MATS compliance is continuous and averaged over a defined period, a given unit may require additional capture only at certain times. And this is the best-case scenario of a unit with both SCR and a wet scrubber installed. For any unit with different technologies, the analysis needs to be adjusted accordingly.
Another significant consideration is that the effective contact, conversion, and capture must occur with minimal impact on the balance-of-plant operations. For example, PAC may be treated with additional constituents to promote conversion of elemental mercury into its oxidized form for ease of capture. However, depending on the constituent added, downstream effects such as equipment corrosion could increase. Another benefit of an active mercury control is to allow the original air pollution control equipment to be operated to maximize the original control purpose.
An overall strategy for MATS compliance includes considering real-world data and integrating this with the science underlying control technologies. For example, in the case of a wet scrubber, the fate of the mercury in the liquid or solid phase is a key to determining whether the strategy is sustainable and effective over the long term. Each unit’s actual data and emissions variability, the alternatives available at relatively low additional capital and operating costs, and the long-term reliability of constantly meeting the MATS limit are the focus of the compliance planning.
Southern Co. Baselines
Monitoring and test-program data have shown mercury emissions vary significantly with unit operational variability and co-control of existing air pollution control equipment, which are very unit-specific (see “Determining AQCS Mercury Removal Co-Benefits,” in the July 2010 issue). Variables include the coal itself, as well as many operational variables such as load range, SCR bypass, particulate matter device cycles, and scrubber operation. Preserving the primary purpose of co-control equipment is key given the size and complexity of these systems.
Continuous emissions monitoring (CEMS) data from tested units have shown that the combination of SCR and a wet scrubber on bituminous coal may benefit from including an active mercury control technology to comply with MATS (Table 1).
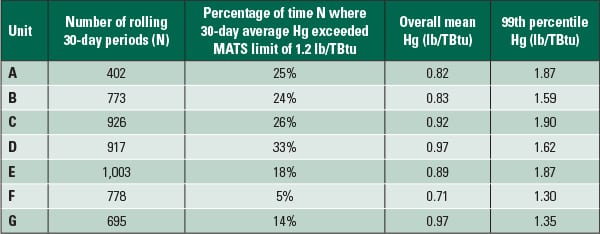 |
| Table 1. Mercury CEMS data from seven Southern Co. units. Source: Southern Co. |
The data shows that without a mercury-specific control method, each unit could be out of MATS compliance between 5% and 33% of the time, based on a 30-day rolling average. And it relegates both oxidation and capture of mercury to passive processes—the SCR and wet scrubber. Because oxidation (from Hg0 to Hg+2), contact with a collection media, and capture in an engineered sorbent material or control device for removal from the system are all required to achieve effective mercury control, leaving these critical steps to passive systems may not be sufficient to ensure constant MATS compliance.
The table also shows the value of long-term data. Short-term measurement periods do give valuable insights into Hg capture performance, but they do not necessarily reflect what will happen over a longer time period when compliance periods are mimicked, as shown in Table 1. In fact, short-term test results can appear to comply with the standard even though longer-term measurements reveal exceedances.
To solve the MATS compliance puzzle for each facility, the emission control train configuration must be taken into account, as well as fuel type, load profile, and any future retrofits that may be planned.
Take as an example Unit A, which, based on historical data, could have exceeded the 30-day MATS average of 1.2 pounds per trillion British thermal units (lb/TBtu) 25% of the time over about a two-year period. Achieving 1.2 lb/TBtu over the period measured on Unit A would have required approximately an additional 56% mercury capture at peak emission conditions (depending on fuel assumptions), and to provide compliance margin at 1.0 lb/TBtu would require approximately an additional 87% capture, more than that provided by the existing SCR and scrubber combination alone.
Plants benefit from active engineering controls. To obtain reliable and controllable mercury capture, ACI has been tested at several Southern Co. plants. The approach included conducting test programs on several representative units and applying the data as applicable to analyze similar units. Key learnings from each test program helped define the overall MATS strategy.
Unit F Case Study
Unit F is an 865-MW unit built in 1976 that would not have met the future MATS 30-day rolling average mercury emissions in about 5% of the cases when evaluating historical mercury CEMS data over a period of about two years. Typical fuel for Unit F is a bituminous coal, nominally 2.5% sulfur by weight. The future configuration of Unit F is depicted in Figure 2.
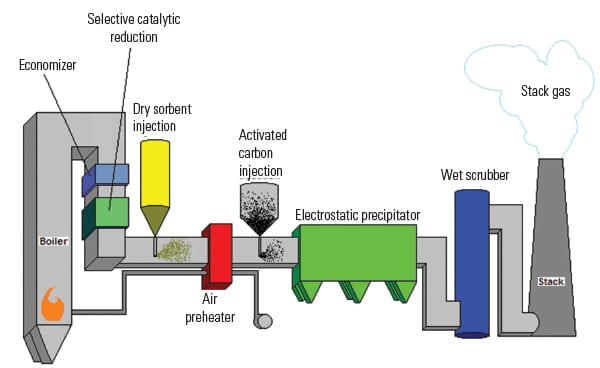 |
| 2. Unit F after MATS controls are installed. Source: ADA Carbon Solutions |
With Unit F, two separate, temporary ACI systems provided by ADA-ES Inc. and Nol-Tec Systems Inc. were installed to accommodate the full test range of PAC injection rates. Upstream of PAC injection, an alkali sorbent injection system provided by Nol-Tec was available to inject hydrated lime. PAC and lime were then removed along with the fly ash in the ESP.
Reliable, active MATS compliance on this critical unit is a key component of Southern Co.’s strategy. Compared to the baseline data, Unit F would require a minimum of 11% additional control to meet the MATS mercury limit of 1.2lb/TBtu, and additional control to maintain a margin on the compliance level. In addition, Unit F’s configuration is similar to other Southern Co. units that could benefit from the test data. The Southern Co. units analyzed would benefit from varying levels of control to guarantee MATS compliance, up to 60% additional mercury control over co-control (also known as native capture).
Upon reviewing the available CEMS data for Unit F, Southern Co. developed a test program to determine whether MATS compliance could be reliably addressed using PAC either through in-duct injection (ACI) or as a scrubber additive (in conjunction with STEAG Energy Service’s technology and injection system).
At the time it was well understood that Generation 1 and Generation 2 PACs had experienced interference with mercury capture in flue gas upstream of Unit F’s scrubber in the presence of SO3 levels up to 15 to 20 parts per million (ppm). Empirical evidence has clearly shown that the presence of SO3 greater than 5 ppm can inhibit mercury capture in conventional Generation 1 PAC. Alkali sorbent injection such as hydrated lime, sodium bicarbonate, trona, and the like can be used to mitigate the SO3 prior to PAC injection, and combining this with a higher-SO3-tolerant PAC is one solution that Southern Co. was interested in evaluating.
Minimizing the alkali sorbent injection is advantageous from both an economical perspective and because it minimizes the potential impact on ESP particulate matter capture performance. SO3-tolerant PAC such as ADA Carbon Solutions’ registered FastPAC Premium-80 can help achieve this goal, obtaining good mercury capture while minimizing both dry sorbent injection (lime in this case) and PAC quantities.
Test results from Units F and E show there are alternative options for mercury control on these units, and also inform strategies for other untested units. Depending on the degree of control needed or desired upstream of the scrubber, flue gas injection of FastPAC Premium can be used in conjunction with hydrated lime for control levels more than 70% (demonstrated at Unit F), or FastPAC Premium-80 can be used without hydrated lime injection for more than 50% capture of mercury (demonstrated at Unit E).
Figure 3 shows the results achieved at these two units. These control levels more than address the incremental levels needed at Units A through G for MATS compliance. An advantage of controlling mercury at the ESP is that no PAC is introduced to the scrubber, so gypsum quality is unaffected. Also, the balance of the complex, multi-phase chemistry in the scrubber—critical to successful acid gas control—is unaffected by additives and mercury loading.
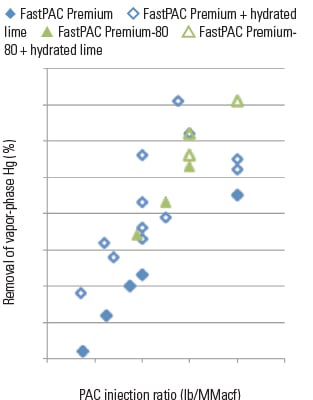 |
| 3. In compliance. Here are results of using FastPAC Premium and FastPAC Premium-80 injection in the ESP with and without hydrated lime at Units E and F at about 15 to 20 ppm SO3. Source: Southern Co. |
Figure 4 shows the benefit of adding ACI with either an ESP or baghouse at Unit B, as an example. For this unit, which experienced baseline 30-day rolling averages greater than the MATS limit 24% of the time, it is clear that ACI upstream of the ESP provides compliance with a significant operating margin, and that a baghouse retrofit is not necessary for mercury capture in all circumstances.
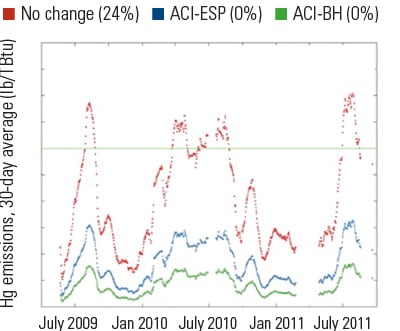 |
| 4. Doing nothing is not an option. Unit B Baseline CEMS data over time, showing calculated effect of an ESP or baghouse (BH) retrofit. Baseline (red) data reflect actual measurements. The ACI-ESP (blue) and ACI-BH data (green) reflect projected (calculated) levels of control based on test results. The green line at 1.2 lb/TBtu represents the future MATS mercury standard for these units. Source: Southern Co. |
In separate testing, Southern Co. evaluated an ADA Carbon Solutions PowerPAC in collaboration with STEAG for mercury re-emission control into the flue gas desulfurization (FGD) absorber tower. This testing was performed without the injection of PAC and alkali sorbent upstream of the scrubber. This alternative solution was of interest to Southern Co. for potentially providing more options for solving the MATS compliance puzzle.
The carbon slurry was injected directly into the forced oxidation wet limestone absorber (FGD) with an oxidation reduction potential (ORP) of 600–700 millivolt. The baseline testing of the flue gas at full load revealed an FGD inlet elemental Hg of less than 0.5 lb/TBtu with the baseline stack Hg emission of 1.7 lb/TBtu. The baseline testing revealed that periods of Hg re-emission (conversion of oxidized Hg back to elemental Hg) were taking place in the FGD.
With the addition of PowerPAC in the FGD with a concentration range of 200–300 ppm (average carbon injection rate: 100 pounds per hour), the total Hg stack emission was reduced to 0.7 lb/TBtu while the FGD inlet elemental Hg entering the FGD remained at less than 0.5 lb/TBtu. The dissolved phase Hg in the FGD slurry decreased from 95% during baseline to 4% during the carbon addition test, while the solid phase Hg increased from 5% during baseline to 96% during the carbon addition test. Mercury partitioning from the liquid to the solid phase of the FGD slurry corresponding to PAC addition was the primary reason for the reduction of Hg re-emission.
Testing occurred on a unit that does not have any hydrocyclones installed after the FGD. To determine the fate of the Hg, a pilot hydrocyclone was used to validate the separation of the Hg in carbon from gypsum. The Hg-laden carbon was found to be in the overflow of the hydrocyclone and was effectively removed from the gypsum underflow. The addition of the ADA carbon in the FGD was effective in reducing Hg re-emission to Southern Co. compliance levels and is a good, cost-effective option for MATS compliance.
PAC Usage Considerations
Extensive testing conducted by Southern Co. underscores the high variability of mercury emissions over time and the importance of active, engineered control such as ACI, even in systems with SCRs and wet scrubbers. Looking at various alternatives provides trade-offs that can be assessed to determine the overall lowest impact to plant performance while reliably maintaining compliance and cost-effectiveness.
Although PAC injection with ESP recovery of the PAC enables the scrubber and the gypsum to be unaffected, there are potential ash consequences to take into consideration. These can be mitigated with some of the newer PACs that require lower quantities and have steeper capture responsiveness in the range of interest and by optimizing the system over time. Injecting PAC into the scrubber avoids potential ash effects, but then it could result in the scrubber chemistry being affected and may risk gypsum quality. In tests at Southern Co., the gypsum and chemistry quality were maintained with scrubber PAC addition.
PAC can significantly contribute to MATS compliance on scrubbed units with SCRs in several ways. Depending on the configurations, fuel, plant goals, and results of field demonstrations, it may be more beneficial to utilize the active control of PAC upstream of the ESP, where it does provide enhanced balance-of-plant considerations, does not interfere with scrubber operations, and keeps mercury out of the scrubber, thus avoiding any issues with re-emissions.
On the other hand, advanced PACs can be effective as scrubber additives, enabling good scrubber operation and sustainable control levels. Impacts to gypsum need to be assessed at individual scrubbers.
In either case, when control using advanced next-generation PACs is applied to the original baseline CEMS data from the scrubbed units, the results show that compliance with margin is achieved continuously and reliably. ■
— Brandon Looney, retail generation development project manager; Nick Irvin, advanced energy systems R&D manager; and Chethan Acharya, research engineer, are with Southern Co. Joe Wong, chief technology officer, and Sheila Glesmann ([email protected]), senior vice president of environmental, are with ADA Carbon Solutions.