Preventing Downtime by Picking the Best Switch Technology
Common fuel-handling problems in the power industry often result in production downtime, costing the owner perhaps up to $200,000 per hour. There are many areas within a coal-fired power plant where mishaps can cause stoppage of material flow. Here we discuss how to select the best switch technology to reduce the possibility of coal flow stoppages.
Efficient Coal Handling
Coal-handling systems in a power generation station are designed to process coal from large pieces into powdered form. Raw coal is delivered from the yard to the boiler island’s coal feed silos, usually by a dispensing system known as a tripper car. The tripper car is filled by a conveyor from the fuel pile and then moves from one silo to the next dispensing coal. It is very important for reliable plant operations that a continuous and accurate coal level is measured within these silos. When fuel silos are kept fully stocked, the boiler’s appetite for coal can be satisfied and the plant can operate reliably at rated capacity.
A good operating practice is to have some type of point detection devices that will provide operators early notice of silo levels in order to prevent either an overfill of material or indicate that material is no longer flowing out of the silo, signaling a stoppage. If the level of coal in the silos gets low before the blockage can be repaired, then the plant must either reduce load or shut down to clear the blockage.
Another problem when handling dusty and dirty coal is its affinity for absorbing moisture. Once coal becomes wet or moist, a coating and buildup of a film of coal on the surface of the chutes will eventually block the flow through the silo transport chutes. When chute blockage occurs, it can create an overflow of coal from the conveyor belts. Not only does the blocked chute stop production, but it also can cause severe injury to plant personnel and result in fines by state regulatory agencies. We have also seen damage caused by plugged chutes and the resulting overflow of coal from conveyors to other process equipment.
Pick the Best Technology
With the potential for lost generation and equipment damage caused by blockages in fuel-handling systems, it’s surprising that more plants don’t have the instrumentation to sense impending blockages. Many different types of point level devices on the market today are used for blockage detection and prevention on coal transfer chutes, including a variety of switch, microwave, and acoustic wave technologies.
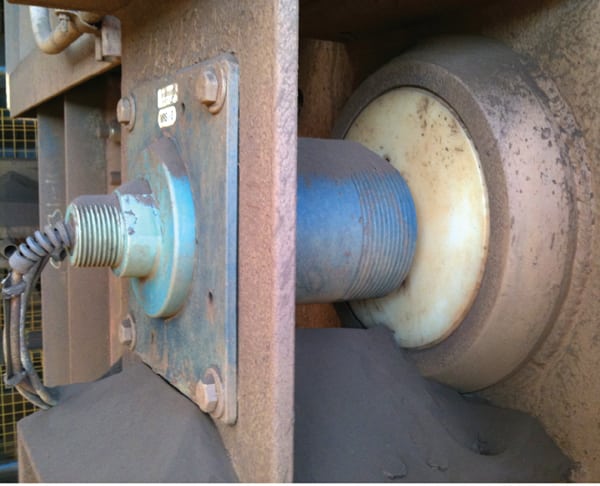
Switch Technology. Favorites are the few switches that are sufficiently robust to operate in these solids-handling applications that operate 24/7. Whether the technology is capacitance, vibratory, rotating paddle, or tilt switches, all are exposed to heavy, abrasive raw materials that cause excessive wear and tear to contacting switches. The coating from the wet, moist coal dust can also adhere to the contact probes, causing a false trip. Even though these switches are fairly inexpensive, their reliability for plug chute detection application is rather low, and the cost of downtime is too high to rely on an exposed switch (Figure 4).
 |
| 4. Undercover switch. A mill cyclone feed level switch covered with a coal ash coating often causes a false trip. Courtesy: Hawk Measurement Systems |
In our experience, microwave and acoustic wave point detection provide the most reliable operation in solids applications, such as plugged chutes. Either of these technologies can be used for point level detection or flow/no flow in a process chute.
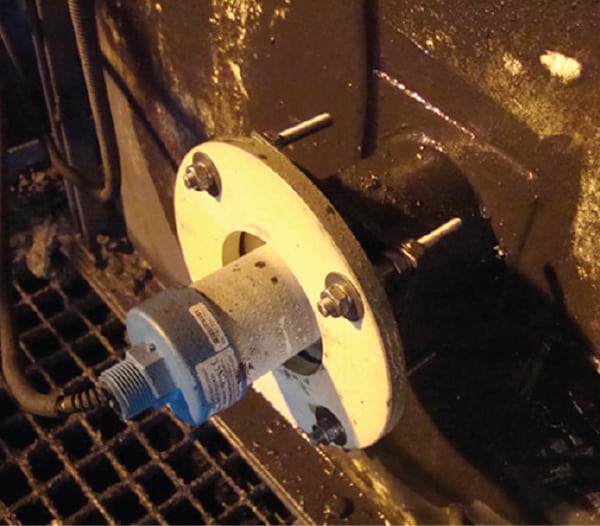
Microwave Technology. Microwave technology has been in existence for many years and as a plugged chute detector for the past 15 years. If the conditions or an area of the process is free of moisture from water sprays, then microwave technology is very reliable, maintenance free, and should provide a lifetime of operation. It is not the right solution if there is a possibility of moisture from water sprayers in the process due to the potential of coating the instrument with a dust film (Figure 5).
 |
| 5. Microwave switch. A microwave blocked chute switch is best used in applications where the flowing material is dry. Courtesy: Hawk Measurement Systems |
This technology makes use of a sender and receiver transducer through-beam design that is mounted outside of the material and transmitted through a transparent, wear-resistant window. Once the material fills the chute, the microwave beam is broken and the product sends a signal to the control system to quickly provide an indication of the blockage.
Since this technology does not make any intrusion into the chute wall, but rather, through a high-grade ceramic window, the material cannot wear down the sensor face. Even under high temperatures in excess of 160F, the sensors can be remotely mounted with a waveguide extension to direct the signal to a remote amplifier.
Sensors using microwave technology for reliable dry solids point detection to eliminate the chances of a plugged chute have become the standard in many mining facilities around the world. There is a 75% chance that one transfer chute will become blocked over the course of one month in every mining facility, and that means a reliable plugged chute detector that will not fail under duress is required.
Acoustic Wave Technology. Acoustic wave technology relies on a very low frequency (15 kHz), high-powered transducer pair that creates a pressure wave on the sensor face of each transducer. The technology requires a pair of transducers to be located apart but aligned with each other. The transducers both pulse and receive signals from each other, and as soon as the signal is blocked by wet or dry solids material, the attenuated acoustic signal is amplified and sent to the plant-monitoring system (Figure 6).
 |
| 6. Acoustic switch. An acoustic blocked chute switch can be used in moist or dry material flow applications. Courtesy: Hawk Measurement Systems |
The low-frequency, high-power signal applied to the sensors also has a self-cleaning feature when the pressure wave is created. This pulsing pressure wave keeps material from adhering to the face and provides for maintenance-free operation in critical applications. By installing the transducer system in the optimal location, plant personnel will get an early detection of chute plugging in order to take corrective action. Prevention is the best method for ensuring that flow continues unhindered through the power generation process.
Pick Your Switch
If it’s a reliable point level detection device that you’re looking for in a transfer chute that is going to be immersed in a moist, dusty coal environment and reliability is very important, then acoustic wave technology may be your best option. If the process material is dry, then the microwave detection switch may be your best choice.
Regardless of the application, it’s best to thoroughly understand your process conditions before picking a switch technology. Be cautious, explore all the available technologies and their track record in harsh coal-fired plant applications, and then make an educated decision.
—Contributed by Jerry Boisvert ([email protected]), a mining specialist with Hawk Measurement Systems.