Optimize Boiler Combustion Using Improved Flue Gas Measurement
The presence of unburned fuel in a power plant’s ash indicates an inefficient combustion process, as some of the energy in the fuel is being wasted. Unburned fuel also poses a risk to safety; if ignited, an explosion could occur, with potentially disastrous consequences. Therefore, it is important for plant operators to optimize the furnace combustion process to the greatest extent possible.
One common problem found during optimization is insufficient combustion air in the furnace. Maintaining the correct level of excess air for combustion can be complicated by variations in the fuel and the air—such as atmospheric pressure, humidity, and changes in the heating value of the fuel—and the performance of the boiler itself.
Optimization Challenges
Most large utility boilers use oxygen analyzers installed at the boiler economizer exit gas ducts to monitor and make adjustments to excess air. Over time, many boilers develop significant air in-leakage between the furnace exit and the oxygen analyzers. Any air that seeps into the furnace post-combustion does not take part in combustion, yet it registers on the oxygen analyzers as excess oxygen.
As a result, the operator could modify the air-fuel ratio incorrectly based on the assumption that the total excess oxygen measured was involved in the combustion process. This improper adjustment would lead to increased fuel usage and higher concentrations of unburned fuel outside of the desired boiler combustion zone, which could pose a safety hazard.
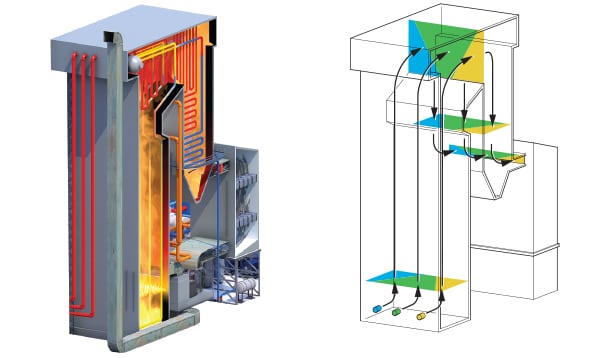
CO events (areas of poor combustion) are most often localized and occur in pockets throughout the boiler. The best way to identify the cause of these pockets is by developing a spatial grid across the unit (Figure 1).
 |
|
1. Streaming through the process. Discrete zones can be created due to stream patterns inside a boiler. Courtesy: ABB |
The furnace produces discrete process zones of flue gas created by the stream pattern. A combustion stream remains intact and separate from other combustion streams as a result of being compressed by the walls of the furnace and by adjacent combustion streams. Some diffusion (mixing) between streams may occur in slow-moving regions, but overall, the relatively high-velocity combustion streams remain intact. This results in a nonuniform combustion pattern throughout the boiler. Evaluating the combustion gas composition from each burner offers the only way to optimize overall combustion conditions.
For optimum combustion to be achieved, there must be sufficient excess air present to burn all of the fuel, but not too much to reduce efficiency or increase NOx production. For this reason, measuring oxygen alone will not provide an accurate picture of combustion efficiency.
Monitoring More Than Just Oxygen
ABB’s new AZ40 analyzer (Figure 2) continuously monitors waste gases to measure both excess air and unburned fuel. With that information, operators can adjust the amount of excess air to obtain optimal combustion.
 |
|
2. The right mix. The AZ40 continuously monitors oxygen and unburned fuel so that operators can use the information to optimize combustion. Courtesy: ABB |
The AZ40 analyzer monitors the oxygen and unburned combustibles in terms of carbon monoxide equivalent (COe) using two sensors. The oxygen reading indicates the percent by volume measurement of the net oxygen. Typically, this reading is the primary indicator for combustion control. The COe measurement is often used to optimize combustion control by further trimming the oxygen adjustment.
The localized concentration of COe present in the boiler directly relates to heat rate/efficiency, total fuel consumption, loss on ignition, localized slagging, and fouling. By effectively measuring COe and O2, plant engineers and operators can ensure optimal combustion that results in reduced fuel costs, reduced maintenance, and reduction of NOx.
Different strategies can be implemented to model boiler inefficiency. In general, a strategy that correctly targets partial grids to identify pockets of high CO and excess air can be very effective. By pinpointing the location of poor combustion, an operator can home in on the problematic area that is leading to inefficiency and can better utilize the O2 measurement in order to fine-tune the burners to further optimize combustion.
Adequately monitoring areas of poor combustion requires a matrix of probes horizontally (sometimes vertically) protruding at different lengths into the furnace (usually from both sides). The object is to extract flue gas samples from multiple points with multiple AZ40 analyzers.
The analyzer consists of a sensor assembly, probe with filter assembly, transmitter, and interconnecting cable assembly. The sensor assembly flange mounts to a duct or process wall, with the probe extending into the flue gas stream. Available in lengths up to 2,460 mm (96.8 inches) and suitable for applications up to 1,650C (3,000F), the probe continuously draws in the sample, which is then analyzed by the sensor. Electrical outputs from the sensors are fed through the interconnecting flexible cable to the transmitter for interpretation.
The AZ40 analyzer contains a sensor calibration feature, which uses test gases of known concentrations to calibrate both sensors and ensure continuous accuracy. Operators can calibrate the sensors automatically at any time of day using an internal timer. Calibration can also be initiated manually using the local operator interface or remotely through contact inputs.
A Maintenance-Friendly Design
There are a number of maintenance-saving features aimed at preventing the entry and buildup of ash within the probe. To keep the sample path clear of dust buildup, high-efficiency filters, based on a woven sock design, are used, which work by fluttering within their protective shields. The resulting movement helps prevent buildup of particles on the surface of the filter.
An optional blowback feature is available, which can be used to help prevent clogging of the probe head filter assembly caused by the buildup of process particles. The blowback option is fully programmable, allowing users to set both the duration and frequency of blowback, with the choice of either continuous or multiple air pulses.
The AZ40 has a heated sensor manifold to prevent corrosive gases from condensing in the analyzer sample path and causing a blockage. The sensor manifold—heated to 204C (400F)—maintains the sample above its acid dew point.
The analyzer also includes advanced diagnostic and verification functions. The electronics package monitors device health through regular self-checks on critical variables, as well as on the device itself. This advanced diagnostic capability allows for the creation of custom alarm schemes and system status notifications. All diagnostic status messages are displayed in accordance with NAMUR (the German-based user association of automation technology in process industries) directive NE107 so that operators can recognize events and initiate appropriate action, if required.
The transmitter includes an event log that records all calibration and alarm events. Each event is date and time stamped, enabling the operator or maintenance technician to quickly access the history. The user interface is simple and shares the same look and feel as ABB’s other instruments and analyzers. A six-button tactile keypad for menu navigation and data input, combined with an intuitive menu structure, enables users to quickly and easily access, program, and adjust settings and operational data from one screen.
—Clive Henderson is global product manager gas analysis for ABB’s Measurement and Analytics business unit.