New Process Transforms Waste into Product for Controlling Emissions
In April, Solvay Chemicals Inc. commissioned a new facility that uses an innovative process to recover and transform sodium carbonate waste streams into a market-grade sodium bicarbonate used in air emissions control. Located in Green River, Wyo., the plant reclaims the sodium carbonate waste produced by Solvay’s nearby soda ash plant, which would otherwise be shipped to a detention pond, and creates a new product, SOLVAir Select 300. Once processed, this product can be used at coal-fired power plants and biomass waste-to-energy facilities to cut sulfur dioxide (SO2), hydrochloric acid (HCl), and other acid gas emissions (Figure 4).
 |
| 4. Two-for-one environmental benefits. The SOLVAir Select 300 Plant in Green River, Wyo., reclaims and transforms sodium carbonate waste streams into a marketable grade of sodium bicarbonate that can be used for cutting SO2, HCl, and other acid gas emissions at coal-fired power plants and biomass waste-to-energy facilities. Courtesy: Solvay Chemicals Inc. |
POWER asked several representatives in May to explain the process used at the new plant. David Hansen, senior project engineer, gave an overview of how the sodium carbonate reclamation process works.
“A sodium carbonate–rich waste stream must be purged from the soda ash plant at Green River to maintain purity levels in the final soda ash product,” Hansen said. “This waste stream normally is disposed of in surface detention tailings ponds. However, as part of the S300 process, this waste stream is reacted with carbon dioxide to form sodium bicarbonate in a vessel called a crystallizer. The crystalline sodium bicarbonate is removed from the reacted waste stream by a series of cyclones and centrifuges and then dried to produce the final product.”
Tackling Air Emissions
Mike Wood, manager of SOLVAir Products, told POWER about the product’s applications at coal-fired power plants. The sodium bicarbonate product can be used by any emitter of hazardous air pollutants to reduce emissions, according to Wood. Typically, these customers are looking to target sodium trioxide (SO3), SO2, and HCl. Also, in certain circumstances the use of S300 will enhance the capture of mercury and some other heavy metals. (A more detailed discussion of dry sorbent injection can be found in “Dry Injection of Trona for SO3 Control,” in our May 2010 issue.)
In addition to coal-fired power plants, other energy producers, such as biomass operations, use sodium sorbents where HCl treatment is needed, according to Wood. He explained that in biomass and coal applications, the S300 product is injected dry into the duct, where it reacts with the acid gases and the resultant by-products are captured in the electrostatic precipitators, or baghouses.
Wood gave additional details about how air pollution control technologies at power plants use sodium bicarbonate in their operations. Dry sorbent injection (DSI) is a simple, low-capital, effective system that is installed on site and off-line, he explained. The product is held in a feed silo before being injected using compressed air or a blower to convey the fine powder through a set of injection lances in the duct. It can be injected hot, before a hot-side electrostatic precipitator, for example, or injected cooler, after an air heater.
“The DSI system is exceptionally low cost in terms of capital,” Wood said. “It can also be installed off-line, requiring only a quick shutdown or a hot tap to make the final ties to the duct where the injection will occur. The sorbent cost may be high per ton, but when comparing the total cost of use, sorbent, disposal, and capital costs, the S300 product is a very cost-effective multipollutant control option.”
Plant Profile
Building the one-of-a-kind facility involved the collaboration and technical expertise of several Solvay engineering teams in both Europe and North America. The new process for creating this product was first conceived and theorized at the Solvay engineering headquarters near Brussels, Belgium, and then successfully tested in the lab at the Solvay plant in Tavaux, France.
The current phase of the facility, which was completed under budget with no lost time injuries, cost approximately $26 million, Ron Hughes, senior vice president and general manager of the Green River plant, told POWER.
“Two operators have been assigned to run the plant,” Hughes said. “Maintenance of the equipment has been assigned to the existing Green River maintenance force until it is clear what, or if any, additional maintenance needs will be required. The Green River Engineering department managed the project construction.”
The new facility required an air quality permit that was issued by the state Department of Environmental Quality (DEQ). Although the process was not particularly complicated, Hughes said that “it did require a significant amount of time.”
“The application was submitted in February 2008, and the permit was issued September 2008. This is a reasonable time to acquire a permit of this complexity. The Wyoming DEQ worked closely with us and even allowed us to review and make some changes to the permit prior to it being put out for the 30-day public comment period required before permit approval. No public comments were raised, so the permit was approved, allowing Solvay to proceed with construction.”
Technical Challenges Faced During the Plant’s Construction
Challenges during plant construction included constraints on the facility’s footprint and the fact that equipment required to process the waste materials forced the design upward rather than outward.
“The biggest technical challenge in the construction of the S300 plant was the delivery and installation of the largest vessel—the crystallizer—as one piece,” Hughes said. “The crystallizer vessel that is almost 60 feet long, 18 foot, 6 inches in diameter, and weighs almost 100 tons was fabricated in Salt Lake City, which is 150 miles away. The crystallizer was transported as one piece to the site, which took three days of transit time on a special heavy haul truck over a circuitous route to avoid passing under any highway overpasses (Figure 5). Once on site, two cranes were required to lift the vessel off the transit truck and then carefully lift the vessel vertically before it was swung into position.”
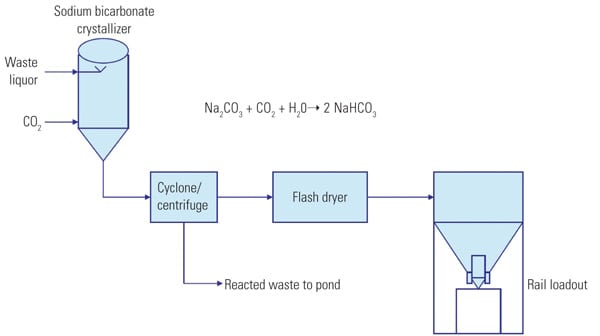 |
| 5. Economical reclamation process. This diagram shows the patent-pending process for manufacturing SOLVAir Select 300. The innovative process remanufactures a waste stream by economically recovering sodium carbonate and transforming it into a market-grade sodium bicarbonate product used to control air emissions. Source: Solvay Chemicals Inc. |
The construction team also faced challenges in erecting a building that is almost 200 feet tall, 40 feet wide, and 100 feet long, in part because strong winds last fall made it difficult to install siding on such tall building. In addition, the site is adjacent to an operating chemical plant, which greatly limited crane access from only one side.
Future Expansion Plans
Hughes said Solvay Chemicals intends to expand the S300 manufacturing facility in the future. “The facility was designed and sized with the prospects of an expansion that would double the capacity,” he said. “The timing of the expansion will be driven by the developing demand for the product.”
—Contributed by Angela Neville, JD, POWER’s senior editor.