New Coating System Extends Life of Cooling Tower
American Electric Power’s (AEP’s) Cardinal Power Plant Unit 3 cooling tower in Brilliant, Ohio, was coated and lined in the spring of 2008 by a team of coatings professionals that included the plant’s project and coatings engineering staff, Sherwin-Williams (coatings supplier), Cannon Sline Industrial (contractor), and OTB Technologies (third-party inspector). The team completed the project in just 11 weeks through damp springtime conditions in the Ohio River Valley (Figure 1).
 |
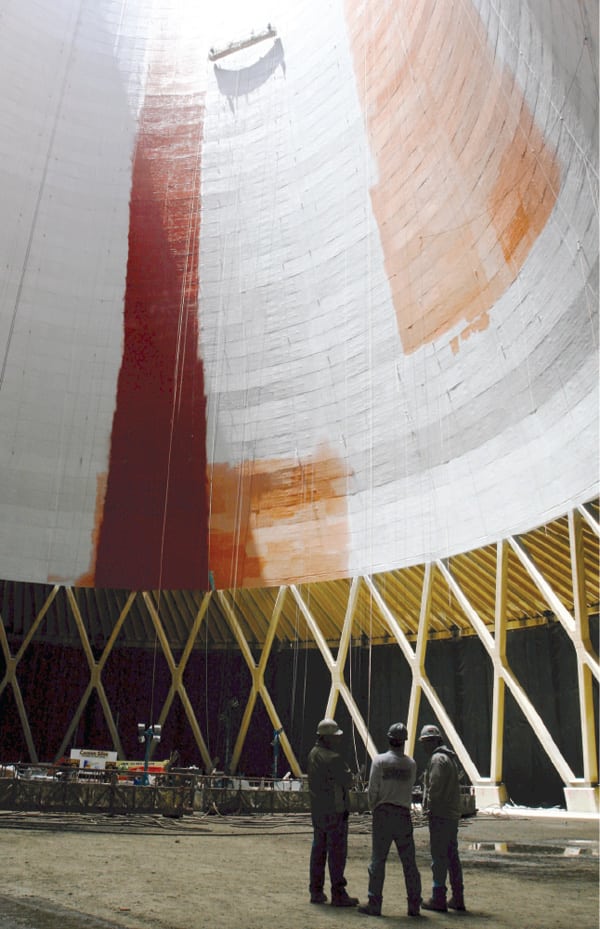
| 1. Cooling tower refurbishment. The AEP Cardinal Power Plant Unit 3’s 457-foot-tall concrete cooling tower was refurbished in the spring of 2008. The 11-week project began with the tower’s first pressure washing in 30 years, was followed by surface repairs, and was topped off with a fresh coat of primer and paint. Courtesy: Sherwin-Williams Co. |
The team formulated a fast-track coatings system and application process to extend the service life of the tower while reducing cost-prohibitive downtime. The schedule also included time for pressure washing the 457-foot-tall tower’s concrete interior of more than 30 years’ worth of dirt and biological growth.
Key among the contractor’s challenges, according to Cannon Sline President Mark Chuplis, was the job’s overall rigging and staging. “Envision an hourglass,” he said. “You’re pushed into the side at the top and drift away from the substrate at the bottom. You can’t make a mistake at over 400 feet in the air; you don’t live to repeat it. Everything we did had a professional engineer’s stamp on it. And it’s not a job for the faint of heart. Our union-trained painters really helped make this job a reality.”
Another concern was the ability to spray coating material from the base of the tower to a vertical length of 500 feet. “No one had ever pushed this type of material that distance straight up in the air before,” Chuplis said. “We actually tested coatings through 500 feet of spray hose in the specification process to make sure it would work properly.”
Complicated Coating System
AEP’s project and engineering staff, along with Cannon Sline, contacted several coatings companies to determine the optimum interior lining system and exterior coating system for the tower. Sherwin-Williams was selected based on its recommendation of using an interior lining system that would provide fast return to service and long-lasting protection. The selected lining system utilizes a primer and surfacing material that are 100% solids and a finish material that is 78% solids.
The lining system proposed by Sherwin-Williams focused on these key components: products that would provide fast return to service while providing low permeability, chemical resistance at elevated temperatures, and long-lasting protection to the interior.
Once the primer was applied to seal the concrete, surfacing material was hand-troweled over the entire interior surface—more than 250,000 square feet. This was required because the tower’s interior had never been coated, and its condition could not be determined until it had been cleaned and the sides completely pressure washed (Figure 2).
 |
| 2. Much manual labor required. After pressure washing, an inspection of the surface found 2- to 3-inch pitting that required repairs. The entire 250,000-square-foot surface of the interior was hand troweled with concrete filler to produce a like-new-condition surface before the two epoxy surface coatings were applied. Courtesy: Sherwin-Williams Co. |
After pressure washing, workers found that the interior was much rougher than expected, with pitting of 2 to 3 inches in some areas. Although the hand-troweling process was labor intensive, it ensured that the interior surface was like new before two flake-filled reinforced epoxy surface coats were applied to complete film thickness requirements of 40 mils.
Priming and surface filling occurred at night, per project specifications. This meant that the primer was applied when the concrete surface was cooling or “inbreathing.” Application of the materials during daytime temperatures would have risked outgassing, which causes blisters and pinholes.
Because of the need to hand trowel the entire interior with the surfacing material, Cannon Sline’s night crews averaged 21 to 29 painters, nearly twice the size of the day-shift crews. Cleaning and application work was completed from the top down, with eighteen 40-foot swing stages carrying a maximum three-man crew traversing the tower’s height.
Sprayed materials were applied using Graco 74:1 pumps, which had been tested along with the proposed materials for the 500-foot service requirement during the specification process. The contractor literally staged a “shoot out” to evaluate several manufactures’ materials and recommended spray equipment.
The two-part exterior coating system began with a pure acrylic resin concrete surface filler. This was applied via spray and was backrolled to fill the uneven surfaces of the concrete tower shell at a thickness of 15 to 20 mils. The topcoat is a fast-dry, single-coat acrylic applied by spray at 5 to 10 mils. It also offered dry fall properties, eliminating overspray as the materials dried before reaching the ground (Figure 3).
 |
| 3. Two-part paint process. The two-part epoxy coating system was applied via spray and then was backrolled. Each coat was applied in layers of 15 to 20 mils thickness. Courtesy: Sherwin-Williams Co. |
Inspect, Don’t Expect
Another key team member was OTB Technologies Inc. of Phoenix, Ariz., the project’s independent third-party inspector. OTB personnel were on site 12 to 16 hours per day during application. “We kept ambient temperature records throughout the day,” said OTB Partner Jerry Colahan. “We used infrared thermometers to measure temperatures around the interior surface, sling psychrometers, and a DeFelsko Positector DPW [dew point meter] to measure the relative humidity and dew point. It was early spring, and it was critical for the surface conditions to be right for complete application.”
OTB Partner Randy Glover cited access to the surface as a primary issue. “It was my biggest surprise on this project,” he said. “There were only two ways to inspect the surface: from 60 feet high to 135 feet high, we could inspect using a man-lift, but from 135 feet and up, we had to go up in a crane basket over the top from the exterior or on a swing from the interior of the tower. It was time-consuming and required constant communication with representatives of the contractor, AEP, and the basket controller and crane operator, but we had to stay close to the edge to do our jobs and make certain that any pinholes were discovered and repaired.”
Sherwin-Williams provided on-site technical support throughout the project and provided just-in-time material delivery. Even though the project faced one of the wettest springs in Ohio Valley history—nearly 17 days of the nine-week lining and coating schedule were lost to rain—the project was completed on time and the tower returned to service on schedule.
“Our goal was to provide a new interior that would extend its overall service life,” said Bob Johnson, Sherwin-Williams market director, power generation. “This tower was in service for over three decades, and, while this project was not inexpensive, it’s certainly more cost-effective than replacing a cooling tower.”
—Contributed by Sherwin-Williams, Cannon Sline Industrial, and OTB Technologies.