Level Switches Keep Electrostatic Precipitators Online
Measuring the level of dust and fly ash collected in electrostatic precipitators (ESPs) is a very difficult technical problem. At one utility, level switches were so unreliable that operators could not trust their readings because failures were so frequent. When a switch did fail, the precipitator would often clog up, costing the utility up to $100,000 in downtime and repair costs.
Recycling Coal Combustion Products
Electric power is the primary industry that burns coal. Coal combustion to produce electricity usually yields quantities of noncombustible minerals that require disposal. The coal combustion products that remain after combustion, such as fly ash, bottom ash, and flue gas desulfurization gypsum, have proven to be economical, high-quality raw material feedstock for several other industries.
Fly ash is a good example of a potentially valuable and profitable by-product. Fly ash is a powdery material that would “fly” out of power plant stacks if it were not captured. Today, most modern power plants collect their fly ash to meet environmental regulations, but that fly ash can be profitably recycled.
Fly ash is composed primarily of inorganic noncombustible minerals such as alumina, silica, and iron. It exists as a very finely divided, silt-sized particulate that is removed from combustion gases by using various types of collection equipment, such as ESPs and baghouses. Fly ash is also very abrasive. Bottom ash has a similar chemical composition to fly ash, although the bottom ash is larger, generally ranging in size from sand to gravel.
Fly ash can be recycled to produce many materials. For example, it can be used in structural fill and in land development, building materials, and highway construction. Fly ash is also used in metals recovery, the manufacture of agricultural fertilizers, and as plastics filler. Many coal-fired power plants find it profitable to sell coal combustion products to other companies, as it adds to their bottom line, and ESPs are the best way to capture and collect fly ash and related products.
Precipitators Remove Fly Ash
An ESP is a large, industrial emission control unit that collects and removes dust particles from the exhaust gas stream of a power plant. Cleaned gas then passes out of the ESP and through the stack to the atmosphere. ESPs typically collect 99.9% or more of the dust or fly ash from the gas stream (Figure 1).
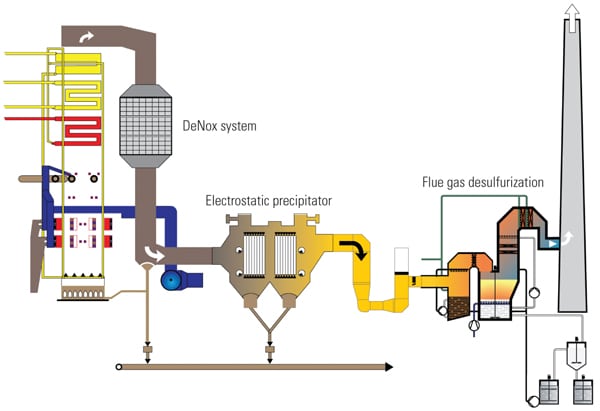 |
| 1. Dust collection device. The electrostatic precipitator (ESP) removes dust and ash from the exhaust products of a coal combustion process and drops the material into hoppers below. One of the challenges in operating an ESP is measuring the level of fly ash in the hot collection hoppers. Source: Endress+Hauser |
The ESP functions by placing a positive charge on a system of collecting plates that are placed directly in the exhaust gas stream. A discharge electrode placed at the inlet of the ESP places a negative charge on the particulates in the gas stream as the gas enters the device. The opposite charge polarity acts like a magnet that pulls the particulates from the gas to the collecting plates. Rappers dislodge the ash from the collecting plates, causing the ash to fall into hoppers below. The dust is removed by a conveyor system for disposal or recycling (Figure 2).
 |
| 2. Many ESP options. There are many sizes, types, and designs of ESP. Selection of the right device is determined by the ash and dust characteristics and the gas volume treated, among the many other design requirements. Very large power plants may have multiple ESPs for each unit or may use a single ESP for two units. Courtesy: Endress+Hauser |
Automating the operation of an ESP is a complex but necessary requirement for the entire air quality control system to operate efficiently. For the ESP, an essential control element is measuring the level of fly ash collected in the hoppers. The selection of the right level switch is critical, especially if the precipitator has multiple hoppers.
Level Measurement Problems
At one coal-fired power plant in the Midwest, the failure of an older-design point level device resulted in damage to a precipitator that cost $100,000 to repair—not counting lost electricity production, which is often worth several times the cost of repairs. The plant had been using old and unreliable capacitance probes that often produced nuisance trips. Plant operators soon did not trust the level control information the devices were supposed to be providing.
The low reliability of these older technology devices was probably a result of high temperatures, insufficient surface area on the probe for the low dielectric constant, inability of the devices to withstand the physical rigors of the application, or some combination of these reasons. After considering its control device options, the utility installed an Endress+Hauser FTI77 level switch (Figure 3) on the precipitator to replace the failed capacitance sensor. The installation was so successful that the utility is planning to install two FTI77 switches on all 16 of its precipitators.
 |
| 3. Well-designed switch. The FTI77 level switch is ideal for precipitators, because it works in high temperatures and has a compensation circuit for ash buildup on the sensor. Courtesy: Endress+Hauser |
For this application, a level switch that is designed for point level detection at high temperatures in bulk solids, similar to that found in the ESP hoppers, is the best choice. Another good feature is the switch’s active buildup compensation that detects and compensates when fly ash accumulates around the probe, facilitating safe switching. This level switch can also withstand a maximum load or lateral stress of up to 590 ft-lb, making it suitable for fly ash hopper applications. It also has a sword probe instead of a round probe, which increases the surface area of capacitance, improving performance in low dielectric applications, such as fly ash level measurement. Additionally, the design prohibits fly ash from entering the electronics housing should probe damage occur, eliminating the possibility of any static electricity discharges.
When installing point level sensors, users must be concerned about space limitations. Most precipitator hoppers are grouped tightly together with limited clearance. This switch requires that probes be a minimum of 20 inches apart. The threaded coupling should be as short as possible, because condensation or product build-up can adversely affect operation in a long-threaded coupling (Figure 4).
 |
| 4. Level switch installed. A typical installation of a solids level switch in a fly ash hopper. Courtesy: Endress+Hauser |
High temperatures can occur in a fly ash hopper, so users must insulate the external wall to prevent exceeding the maximum temperature of the sensor housing. Heat insulation also prevents condensation from forming. The sensor should not be placed directly under the filling point; instead, it should be installed to the side, where it will not be subject to direct impacts.
In July 2011, the U.S. Environmental Protection Agency announced the Cross-State Air Pollution Rule, which requires 27 states to significantly improve air quality by reducing power plant emissions that contribute to particle pollution in other states. This new rule will require many existing coal-burning power plants to upgrade their air quality control systems. Many plants will add an ESP to improve fly ash collection and reduce particulate emissions. Those precipitators will work well, provided the hoppers don’t clog up because the wrong level sensor was installed.
—Ravi Jethra ([email protected]) is power and energy business manager and Keith Riley is level product manager for Endress+Hauser Inc.