How Stealth Combustion Losses Lower Plant Efficiency. Part 2: The Solutions
Important process variables that affect unit efficiency were reviewed in Part 1 of this two-part report. Many of those process parameters were also identified as related to boiler air in-leakage. These stealthy combustion losses are difficult to identify or locate yet have a significant effect on boiler combustion efficiency. Keeping your plant operating at or near peak efficiency requires a high-value, test-driven maintenance program that persistently tracks down these losses.
When these stealthy combustion gremlins are tamed, the result is an improved heat rate, which means burning less fuel per kWh produced, which in turn, makes your unit more competitive in today’s wholesale electricity markets. We all know the combustion problems caused by air in-leakage are profound. Having identified the problem, now it’s time to discuss meaningful solutions.
Test, and Inspect Too
The path to a “tight” gas path begins with periodic testing to identify and quantify specific opportunities for heat-rate improvement, such as the following:
- The furnace exit must be oxidizing, preferably at 3%.
- Fuel lines to each burner should be no more than 2% out of balance, as measured by a “clean air” test.
- Fuel lines should no more than 5% out of balance, as measured by a “dirty air” velocity probe.
- Fuel flows should be no more than 10% out of balance.
- Fuel line fineness should be 75% or greater passing a 200-mesh screen. The difference in the fineness of 50-mesh particles should be less than 0.2%.
- Primary airflow and overfire airflow should be controlled to within 3% accuracy or better.
- Primary air/fuel ratio should be accurately controlled when above minimum.
- The minimum velocity within fuel lines should be 3,300 ft/min.
- Mechanical tolerances of burners and dampers should be ± 1/4 inch or better.
- The flows of secondary air to burners should differ by no more than 5 to 10%.
- The feeds of fuel to pulverizers should be smooth during load changes and controlled as accurately as possible—preferably by load-cell equipped gravimetric feeders.
- The quality and size of the fuel feed particles should be consistent. Preferably, the size of the largest particle should be 0.75 inches.
Once the opportunities are defined, specific performance tests must be identified. Following is a list of specific tests that have been used to improve the heat rate numbers of large pulverized coal-fired boilers:
- Boiler air leakage tests between the furnace and the stack. They can quantify the levels of primary airflow and leakage in the boiler setting pulverizer, as well as the amount of leakage in the air heater and ductwork leakage.
- Performance testing of the pulverizer’s primary airflow, with an eye toward fuel line balancing. Higher primary airflows, which are very common in older coal-fired plants, often produce higher than optimal tempering airflow. Fuel rejects due to non-optimal mechanical settings (for example, out-of-whack grinding element clearances or pressures, pulverizer throats that are too wide, and/or poor fuel fineness and fuel distribution) also can contribute to high flue gas exit temperatures. Meanwhile, high gas temperature stratifications can raise the temperature of boiler tubes, decreasing their reliability and increasing the potential for slagging, fouling, excessive soot blowing, and higher draft losses. High levels of carbon in bottom ash and flyash are the most obvious consequences of non-optimized pulverizer performance.
- Flow verifications of the combustion airflow measuring element, by hand traverses of all ducts, including those for secondary and overfire air.
- Representative sampling of the carbon content of flyash and bottom ash.
- Verifications of critical fluid temperatures, including those of main steam, reheat steam, superheating steam (before and after the desuperheater), cold reheat, reheat after spray, and feedwater.
These tests should be conducted, at a minimum, quarterly. This frequency provides ample opportunity to use the results to plan outage corrections, to monitor performance during high load factor periods, and to verify successful maintenance repairs immediately following each outage.
Isolating the Impact of a Change
As each of these bullet lists reveals, the typical coal-fired utility boiler has many operations and maintenance (O&M) variables that can be controlled to lower the plant’s heat rate. However, the challenge for the plant engineer is that many of those variables are highly interrelated. For example, consider flyash carbon content. If the carbon content is high, the cause may be higher than optimal primary airflow. If the boiler in question were burning a bituminous coal with less than 15% total moisture, a high primary airflow would call for a corresponding increase in tempering airflow (Figure 1).
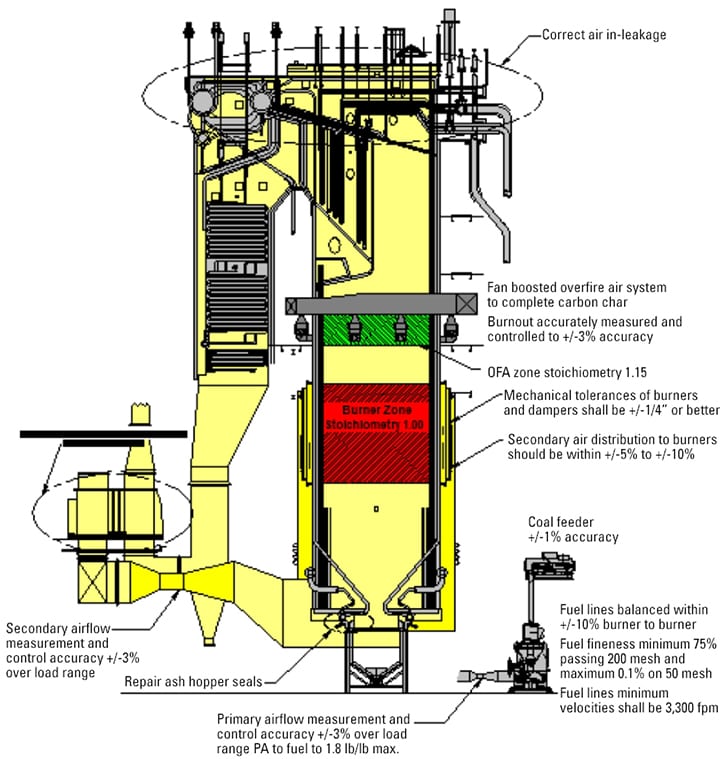 |
| 1. Sources of air leakage in a typical utility steam generator. Courtesy: Storm Technologies, Inc. |
However, raising the amount of tempering airflow above the design level would incur small penalties in both heat rate and boiler efficiency because the tempering air bypasses the combustion air preheating in the air preheater. One result of the bypassing would be increased dry-gas losses, due to a slightly higher gas temperature at the air heater exit. Another would be a degradation of fuel fineness, because pulverizer fineness is nearly always lower at higher primary airflows.
For another example of the interrelatedness of O&M variables, consider what happens when secondary combustion in the upper furnace (from non-optimal fuel distribution in the burner belt) creates hot zones that are more prone to slagging than cooler zones. Running sootblowers more often to remove the slag deposits incurs a penalty on the steam cycle. What’s more, the cinders removed from the high-temperature zones of the superheater or reheater can enter the flue gas stream as popcorn-sized particles of ash that could block the flow channels of a selective catalytic reduction catalyst or foul the baskets of a regenerative air heater.
Fouling does more than just increase draft losses. It also increases the differential pressure between the forced-draft fan discharge and the induced-draft fan suction, which in turn, increases air heater leakage. Also, higher draft losses require increased fan drive power for both the increased head as well as for the increased air heater leakage.
The rule of thumb for bituminous coal ash is that a 1% LOI (loss of ignition) improvement is worth about 0.1% in boiler efficiency improvement. However, this loss can be amplified for unit heat rate improvement due to the other interrelationships of potential combustion improvements.
The impact of controlling some O&M variables to reduce heat rate is much more straightforward and easier to quantify. As an example, reducing excessive flue gas temperatures in the extremely hot stratified upper furnace reduces the incidence of individual superheater and reheater tube overheating. Taking that step usually reduces the need for sootblowing as well as the frequency of outages due to tube leaks (Figure 2).
 |
| 2. A water-cooled, high-velocity thermocouple probe is used as part of a diagnostic test to quantify “oxygen rise,” furnace exit gas temperature, and flue gas composition stratification. Courtesy: Storm Technologies, Inc. |
To conclude this crash course, here’s a final piece of advice: try to incorporate the principles of condition-based maintenance into your work orders. For an example of why that’s a good idea, note that the timing of most pulverizer-rebuilding projects is tied to the pulverizer’s total throughput or total hours of operation since the last rebuild. A better way to discern the need for pulverizer maintenance and airflow calibration is periodically testing the unit’s flow and fuel fineness and distribution.
—Richard F. (Dick) Storm is president of Storm Technologies, Inc. (www.stormeng.com), a consultancy based in Albemarle, N.C. The firm’s specialty is optimizing the performance of industrial and utility boilers through testing and measurement and the pursuit of excellence in O&M. This is an edited and updated version of an article that appeared in the March 2005 issue of POWER.