Exorcising the Mercury Demons at Coal Creek Station
The deadline for power plants to comply with the Environmental Protection Agency’s Mercury and Air Toxics Standards (MATS) is fast approaching. The wide range of rapidly changing and developing technologies that can be used to reduce emissions offers many options for decision makers to meet mercury control limits.
At one plant, Great River Energy’s (GRE’s) Coal Creek Station, employees took to the front lines and conducted internal testing to decide its MATS compliance strategy. Although the solution may not be appropriate for all coal-fired plants, it offers an example of one approach utilized to tackle the issue.
Coal Creek is GRE’s largest generating asset and the largest lignite-fired power station in North Dakota. With twin 600-MW units (Figure 1), Coal Creek’s mercury emissions limit is 4.0 lb/TBtu. Environmental systems at the plant are comprised of an electrostatic precipitator for particulate control and a wet flue gas desulfurization (FGD) system for SO2 control.
 |
| 1. Coal Creek Station. Great River Energy’s dual-unit facility is located about 50 miles north of Bismarck, N.D., near the city of Underwood. Courtesy: Great River Energy |
Searching for Solutions
GRE partnered with several external resources to test mercury control technologies over the last few years, and up until 2013, the MATS solution for Coal Creek was believed to be addition of a halogen oxidizer on the coal feed and dry sorbent injection into ductwork with activated carbon. The cost to install the system on both units was estimated at $7–8 million with annual operating and maintenance (O&M) expenses expected to be $1.2 million.
Led by Jared Pozarnsky, scrubber systems engineer for GRE, a team of employees ran a series of in-house tests to determine the effectiveness of using the plant’s wet FGD system as a MATS compliance solution. “With so many young and emerging technologies, and so little information on what was viable and what wasn’t, it was very difficult to know what to try without taking control of the tests internally,” Pozarnsky explained.
A series of tests were scheduled, equipment was fabricated, and testing plans put in place. The goal was to run a three-to-four day test, generate an immediate report for GRE leadership, and then quickly transition to the next test. Longer, more detailed tests would be completed once a viable technology was identified.
There were three reasons Pozarnsky wanted to utilize the scrubber system as part of Coal Creek’s MATS solution. First, the wet FGD provided an efficient liquid-to-gas interface system that was already installed. Why not use it? Second, many sorbents and additives have proven to be problematic for plant equipment, so Pozarnsky wanted to avoid as much plant contact with additives as possible. As the last step before the stack, he felt the scrubber was the best place to add any sort of control mediums. Finally, because the large reaction tanks in the wet FGD system had installed mixers, the system offered an easy and inexpensive location to install and test MATS solutions.
Mercury (Hg) enters the scrubber (Figure 2) in both the oxidized and elemental forms. In order for it to be removed in the scrubber, the Hg must be oxidized and then precipitated to solids. In regular operation, some oxidation occurs, however, help is needed in order for the process to meet MATS requirements.
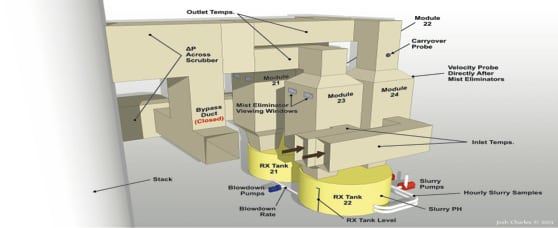 |
| 2. Coal Creek scrubber overview. The plant currently scrubs 85% of its flue gas in both units, but by 2017 it will have to scrub 100% in order to meet regional haze requirements. Courtesy: Great River Energy |
The Tests
Five main technologies were tested in the Coal Creek wet FGD system in 2013. They included:
- Adding sodium hydrosulfide (NaHS) to the scrubber slurry at the suction of the spray pumps while injecting hydrogen sulfide (H2S) gas into the induced draft (ID) fan inlet. (Babcock and Wilcox sponsored this test.)
- Adding calcium bromide (CaBr) to the coal feed to complete a baseline test.
- Adding activated carbon to the scrubber reaction tanks.
- Adding brominated, activated carbon to the scrubber reaction tanks.
- Adding Kleenscrub—a product supplied by Environmental Energy Services—to the scrubber slurry at the suction of the spray pumps.
All of the tests were run in conjunction with adding CaBr to the coal feed.
GRE’s goal was to find the least expensive MATS compliance solution, in terms of both O&M and capital costs, while feeding less than 100 parts per million (ppm) of CaBr onto the coal, because corrosion risk at or below that level had been deemed acceptable.
The Results
The first test conducted was adding NaHS to the spray pumps and H2S gas to the ID fan inlet. The H2S was intended to oxidize Hg in the flue gases and the NaHS additive was expected to capture the oxidized Hg in the FGD.
During the test, NaHS was added at a rate of 50 gallons to 100 gallons per hour (gph) while H2S gas was injected at 1 ppm to 2 ppm. The immediate results were promising, resulting in a 40% reduction in Hg as measured in gases drawn from the stack using the continuous emissions monitoring system (CEMS). However, the Hg began increasing back toward normal levels within minutes, and more importantly, when the NaHS was shut off, a large re-emitting spike was observed in the CEMS.
The H2S gas injection by itself provided no noticeable change in the stack CEMS readings. Small black dust particles were observed in the sample tubing, which was determined to be HgS- residue as a result of the H2S injection, but the oxidized Hg was apparently not being completely captured by the scrubber system, as originally expected. Due to the safety hazards associated with the products and the disappointing results, the test was discontinued and Coal Creek ruled out the solution.
The second test conducted was designed to gather baseline data using only CaBr addition to the coal feed. The test was intended to determine if it was possible to meet MATS requirements at Coal Creek using only CaBr, and if so, what rate of addition was needed.
The test began with CaBr being applied to the coal at a rate that kept the stack CEMS under the MATS limit for 24 hours. Results showed that a rate of 125 ppm was needed during the test. Although compliance limits were met, stack Hg emissions were observed to rise slowly throughout the test period and a large re-emitting spike was observed after the CaBr addition was stopped.
Based on the test, the team concluded that the addition of CaBr by itself was not likely to be a sustainable solution. In addition, Pozarnsky was concerned about corrosion in ductwork and air heaters at the rates being applied. Although the data he had seen was not conclusive, some sites in the study had seen issues when applying greater than 100 ppm, so he wanted to remain below that level, if at all possible.
The third test utilized the addition of activated carbon to the reaction tanks. The activated carbon was expected to capture oxidized Hg in stable solids for removal from the system over time through scrubber blowdown.
To begin the test, 800 lb of activated carbon was added to each reaction tank, after which 36 lb per hour was added to make up for normal blowdown losses. During the 48-hour test, CaBr addition to the coal feed was reduced to 60 ppm while still keeping the unit under its MATS limit. In addition, no re-emitting spike was observed when the test ended. The result proved that activated carbon used in conjunction with CaBr addition on the coal feed could be a viable MATS solution.
To take the solution one step farther, the next test utilized brominated activated carbon. It was run over a 78-hour period using the same amounts of brominated activated carbon as had been used in the previous non-brominated version of the test. The results proved to be even better. Using brominated activated carbon allowed reducing the CaBr addition to the coal feed to only 28 ppm, and again, no re-emitting spike was observed.
The team concluded that the brominated activated carbon being sprayed in the scrubber towers was oxidizing some Hg, which meant that the CaBr addition could be reduced while still capturing and efficiently removing enough of the element to meet MATS limits. This was the best result the plant had seen so far.
At this point, GRE felt that it had a viable solution. It estimated that a permanent system could be installed for about $100,000 per unit and that the annual O&M cost would be less than $500,000 per unit annually. Compared to dry sorbent injection costs, the solution was very attractive.
Game Changer
With setup and testing plans already in place at Coal Creak, it was very fast and easy to test additional additives. A deal was struck with Environmental Energy Services to run a test using its proprietary scrubber additive called Kleenscrub. The product is an organic-sulfide liquid—a non-hazardous material—that would be injected into the suction of the spray pumps similar to how the NaHS test had been conducted.
The team determined that, in order for the Kleenscrub additive to be competitive with the brominated activated carbon solution, Kleenscrub would have to be injected at a rate of 2.4 gph or less. Pozarnsky noted that his expectations for Kleenscrub were low because the test using NaHS—another sulfide—had been run with injection rates of 50 gph to 100 gph. In general, the team felt that achieving a 2.4 gph injection rate would be highly unlikely, but it was an easy, low-risk test so they moved forward.
The first week of testing was disappointing due to pump problems and a trip on one of the Coal Creek units. However, the GRE team continued testing for a second week and was able to prove, during a 48-hour test, that adding only 1 gph of Kleenscrub was enough to meet the Coal Creek MATS limit in conjunction with the addition of 48 ppm of CaBr to the coal.
On a hunch, Pozarnsky decided to add CaBr to the reaction tanks in an attempt to oxidize additional Hg in the FGD. He added 275 gallons over a period of a few hours and it allowed the CaBr addition to the coal to be reduced to as low as 25 ppm. Therefore, Hg oxidation in the scrubber using bromine addition was witnessed in two separate tests—the brominated activated carbon test and the Kleenscrub test.
Coal Creek’s Solution
With initial testing complete, Coal Creek intends to run a 30-day test using Kleenscrub and CaBr addition to the coal and in the scrubber system. The team expects to monitor reaction tank chemistry closely and investigate balance of plant issues in more detail.
As the 30-day test is conducted, Pozarnsky intends to manipulate the CaBr addition rate on the coal feed and the rate added to the reaction tanks to optimize usage while minimizing potential adverse effects to plant components. He believes that once the ratio is optimized, the CaBr feed on the coal may be reduced even farther.
“None of these results would have been possible without the group of people who were involved. We have a team of self-starting, dynamic thinkers at Coal Creek. From operators to maintenance workers and technicians, I have not seen a more effective group of professionals. That is ultimately what drove our success,” Pozarnsky said. Perhaps their results will help others achieve similar goals.
—Aaron Larson, associate editor (@AaronL_Power, @POWERmagazine)