Applying Acoustic Pulse Reflectometry in a Geothermal Plant
Acoustic pulse reflectometry (APR) is a tube inspection method that has been gradually gaining acceptance as a tool for heat exchanger inspection. Different types of heat exchangers operating in different operating environments have different failure mechanisms, making some of them more suited than others for inspection by APR. Finned tube heat exchangers are a typical example of heat exchangers particularly conducive to APR inspection.
The reason APR is particularly useful on finned tube heat exchangers is that it is purely an internal pipe inspection method. This is a limitation where tubes are susceptible to external damage by corrosion or abrasion from support plates. In finned tube exchangers, however, the tubes often rest on top of each other, supported by the fins. There are no support plates, and in cases where the external fluid is forced air, there are no hostile chemicals on the exterior of the tubes.
Dual-cycle geothermal power plants often employ this type of heat exchangers. In this type of geothermal plant, hot brine heats an organic liquid having a low boiling temperature, turning it into vapor. This higher-pressure gas expands through the turbine, producing power. The lower-pressure gas is then condensed using finned tube heat exchangers (condensers in this case), which are cooled by air forced across the highly finned heat exchanger tubes by large fans. Thoroughly inspecting these heat exchanger pipes has been problematic, until now.
How APR Works
The theory behind APR is to inject a wideband acoustic pulse into a pipe. This pulse acts as a form of “virtual probe.” As long as the pulse encounters no discontinuities, it continues to propagate down the tube. Whenever a discontinuity is encountered—such as a blockage, expansion (due to wall loss, for example), or hole—a reflection is created. The reflected waves propagate back down the tube, where they are recorded for analysis (Figure 5).
 |
| 5. Different discontinuities have different signatures. In tubes belonging to heat exchangers, any sensed discontinuity represents a fault. Source: AcousticEye |
The ultimate purpose of tube inspection should be to examine tubes as rapidly as possible and then analyze the measurements both rapidly and using objective criteria. Keeping this in mind, APR is very well-suited to this task on both counts. The pulse acting as a probe travels through the tube at the speed of sound, resulting in inspection rates much faster than those possible with other techniques. Measurement of a single tube takes only several seconds, and there is no physical probe to push through the tubes or become stuck. The resultant measurements can then be analyzed by appropriate signal processing software, which is faster and more objective than human analysis.
Signal Analysis Techniques
Carrying out the physical measurements on a large number of tubes is the first step toward assessing the material condition of a condenser. Analyzing these measurements to reach actionable conclusions is a daunting task best performed by sophisticated analysis software. Such software can flag problematic measurements and diagnose them or present them for further expert evaluation.
The raw measurements always contain a certain degree of variability, due to ambient noise, internal noise, and fluctuations caused by reflections off residual fouling. Thus, the first step in analysis is to find the “ground level” of noise, defining a noise threshold. Any reflections crossing this threshold are considered to represent faults. To aid in assessing fault sizes, a series of thresholds are calculated so that the size of a fault can be estimated by observing the highest threshold crossed by the corresponding peak in the signal.
For example, 20 APR measurements are shown in Figure 6. Clearly, most of the signals fluctuate close to the horizontal axis, though some of them exhibit large peaks, which probably represent faults. Adding positive and negative noise thresholds (the red line) helps distinguish random fluctuations from faults.
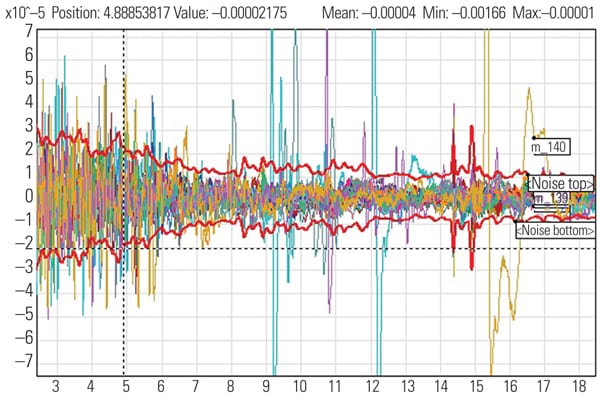 |
| 6. Tubular tests. APR was used to measure the response of 20 different pipes. The length along each pipe from the point of measurement is shown on the horizontal axis, in meters. The noise threshold—signal variability due to ambient, internal, and reflected noise—is shown with the red lines. The signals with the large peaks from the horizontal axis represent faults. Source: AcousticEye |
Finally, observing one of the measurements along with the blockage thresholds (Figure 7) shows there is a blockage at 15.3 meters, blocking about 23% of the cross section.
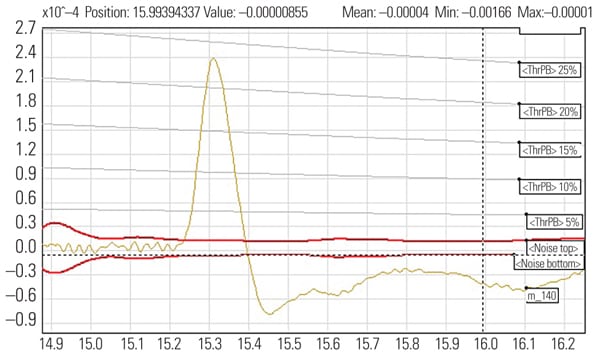 |
| 7. Typical fault detection. A single APR signal was taken from the 20 shown in Figure 6 to illustrate how the technology can identify the location of a fault. In this test, the fault is located at 15.3 meters downstream. Source: AcousticEye |
Geothermal Plant Case Study
The multiple condensers in a geothermal plant were recently inspected by APR techniques. There are multiple condensers because multiple, small, standard-size geothermal modules are used. At this plant, multiple condensers are grouped into banks or “units,” each condenser having 284 finned tubes of about 18 meters in length. The units are placed in long rows, several feet above ground (Figure 8).
 |
| 8. Bank of condensers. This group of air-cooled condensers is used to condense the organic turbine exhaust vapor from a series of small geothermal power systems. APR was used to track down the location of several tube leaks in only two days. Source: AcousticEye |
A leak of organic gas was found in one of the condensers. In this case the leak was large enough that the pressure differential caused the leaking gas to freeze into visible clumps at the bottom of the condenser. Further analysis revealed a loss of approximately 70 kilograms of gas per day. The failed unit was shut down and the faulty condenser bank was taken out of service. The unit was put back online a day later, excluding the faulty condenser (Figure 9).
 |
| 9. Clean pipes first. The presence of a leak was considered highly irregular given that the condenser bank was only three years old. To facilitate inspection, some of the condenser tubes were removed, revealing large amounts of corrosion and debris. Source: AcousticEye |
Metallurgical analysis confirmed what was visually apparent: The leaks were caused by advanced corrosion. Such corrosion does not normally occur in these tubes because, in operation, they are filled with a noncorrosive organic fluid.
The best explanation for this condition was that water residues had been left in the tubes when the condenser was put into service. The source of these residues was assumed to be the hydrotesting that had been carried out upon installation, three years earlier.
At this point the operator was left with two possibilities: the very expensive prospect of replacing the problematic condensers or cleaning out the corrosion. The operator’s main concern was that, after cleaning, the tubes would be shown to be in such bad condition that they would have to be replaced anyway. The decision was made to first clean out a single condenser unit and inspect the tubes.
The leaking condenser was hydroblasted and then inspected by a commercial service provider, using APR. Several additional holes were found, as were tubes with severe pitting. However, the majority of tubes were in satisfactory condition.
In view of the condition of the tubes after cleaning, and the rapid inspection time available with APR, the operator made two major decisions:
â– To follow the initial approach of cleaning out the entire bank, then inspecting all the tubes with APR, and plugging the problematic ones. A full inspection over a short outage would not be possible with other technologies.
â– To purchase the APR equipment, train several of the company’s own people, and carry out the inspection itself. This was made possible through the high level of automated analysis available in this equipment, which enables technicians to use it properly after a training course of only two days.
The entire bank was hydroblasted and treated with a chemical wash intended to coat the tubes to prevent further corrosion.
The remaining 2,840 tubes in the unit (10 condensers with 284 tubes each) were inspected in two days. In contrast to many condenser types where removal of access plates makes tube ends available to direct inspection, these condensers have a header box, about 12 inches deep, at either end. Opposite each tube is a plug that can be removed to enable inspection. Nevertheless, inserting an eddy current probe across the gap between the plug hole and the tube is awkward and time-consuming. Using APR, an extension tube is fitted to the APR probe, and the inspection is then carried out as usual (Figure 10).
 |
| 10. Easy inspection. When inspecting a condenser with a header box, an extension tube is fitted to the APR probe to span the box, and the inspection is then carried out as usual. Source: AcousticEye |
A detailed report was provided in two additional days, recommending that about 4% of the tubes be plugged. When the unit was brought back online, losses of organic gas dropped back down to normal background levels and overall plant output increased by 1.5%.
Useful Report Extracts
Many interesting and useful observations were made, based on the measurements. For example, the signals in Figures 6 and 7 were taken from one of the inspected condensers. Numerous positive-negative peak patterns can be seen, indicating the presence of many blockages. Most of these were quite small, having some effect on the efficiency of the unit, but not justifying a complete replacement. Figure 11, on the other hand, shows a typical signature of a hole. A final report was then prepared for each condenser, reporting all faults in graphic and tabular form (Figure 12).
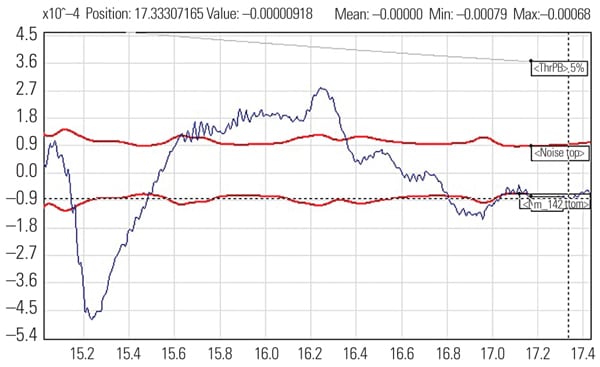 |
| 11. A hole pattern. An APR inspection returns electronic signatures that represent faults. Different discontinuities have different signatures. In this figure, a leaking hole is observed. Source: AcousticEye |
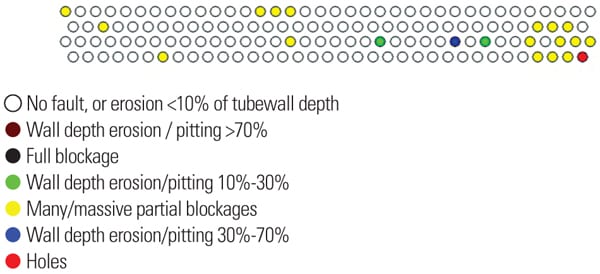 |
| 12. Fault report. A complete picture of the condenser material condition can be reported on a single figure based on the individual reports (see Figure 11). Source: AcousticEye |
APR has been demonstrated in the field as a viable tool for condenser tube inspection. Both test time and report generation are fast in comparison to existing nondestructive inspection technologies. APR enables 100% inspection of large condenser banks while maintaining very short downtimes.
—Contributed by Dr. Noam Amir ([email protected]), chief technology officer, AcousticEye.