7EA Conversion Saves Time and Money
ProEnergy Services (PES) was recently contracted to install six Frame 7 DLN1.0 dual-fuel assemblies in Venezuela. The problem: The lead time to purchase the conversion hardware from the original equipment manufacturer (OEM) would not meet the customer’s schedule. The only option was for PES to convert the fuel nozzles removed from a gas-only unit to a dual-fuel configuration, a process that had never before been attempted.
Starting with new sets of dual-fuel end covers and secondary nozzles, the fuel nozzles were disassembled down to the smallest component. The detail dimensions of each component were then found by laser scan to create a 3-D model and followed by a dimension check to validate the model. These component 3-D models were next converted into individual SolidWorks models suitable for design and manufacture. The individual solid models were then virtually reassembled to ensure proper fit of the entire assembly before a single part was manufactured. The individual solid models were then used to create detailed part drawings suitable for manufacture.
The entire reengineering portion of the project was completed in just three weeks. PES’s knowledgeable and respected vendor base made it possible for all details to be manufactured, inspected, and delivered within six weeks of the project start date.
Many Technical Challenges
Converting a gas-only DLN1.0 fuel system into a dual-fuel system required a number of innovative designs, particularly on the primary end covers and the secondary nozzles.
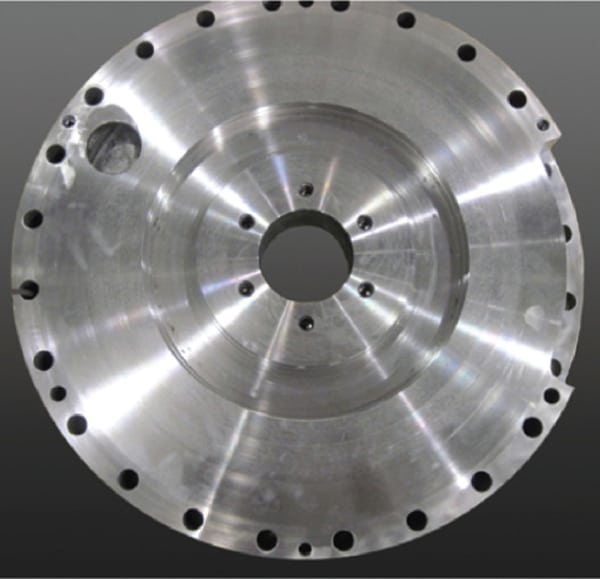
Primary End Covers. One of the first challenges the team faced was how to introduce an atomizing air cavity into the gas-only end cover. The team first believed this to be an easy task, as the dual-fuel nozzles already had the cavity installed. A closer examination of the covers revealed that the gas passage on the gas-only end covers was installed on the cold side of the end cover rather than on the hot side, as on the dual-fuel end covers. Unfortunately, the position of the cavity overlapped the atomizing air passage of the dual-fuel covers, making it impossible to merely install a passage similar to the dual fuels. The 3-D model allowed the team to identify a location in the assembly for the passage that did not affect the minimal wall thicknesses of the internal passages, nor did it reduce the cavity cross-sectional area (Figures 1 and 2).
 |
| 1. Conversion begins. ProEnergy Services decided to convert a gas-only end cover (cold side) for a Frame 7 DLN1.0 to a dual-fuel end cover design. Courtesy: ProEnergy Services |
 |
| 2. Machine air passages. The gas-only end cover design with the new atomizing air passages installed. Courtesy: ProEnergy Services |
The location of the gas passage on the cold side also posed a problem for mounting the fuel blocks: The fuel blocks’ mounting bolts would now pass directly into the gas passage. This problem was solved by deepening the passage and installing isolation blocks (Figures 3 and 4).
 |
| 3. Braze block mounts. Fuel block mounting locations were machined into the end cover. Courtesy: ProEnergy Services |
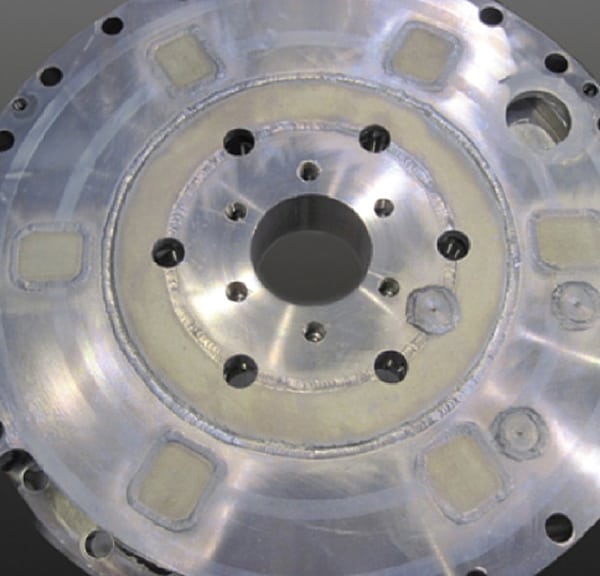 |
| 4. Completed assembly. The end cover with the atomizing air passage and isolation blocks installed. Courtesy: ProEnergy Services |
The team also took the opportunity to correct another problem on the assembly. During operation, thermal expansion of the midsection has caused the upper braze joint on each nozzle boss to crack. The team eliminated this condition by constructing the insert out of two pieces. Each of the two parts has only one point of retention, thereby reducing the stresses typically experienced by the boss (Figures 5 and 6).
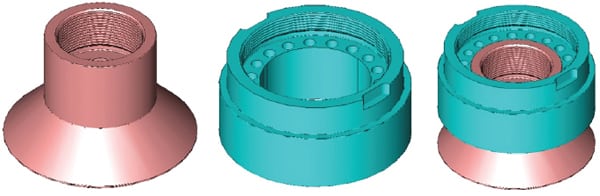 |
| 5. Virtual parts. A SolidWorks model of the two-piece boss design. Courtesy: ProEnergy Services |
 |
| 6. Machined parts. The two-piece boss assembly installed. Courtesy: ProEnergy Services |
One of the last challenges the team faced was that during the processing of the end cover it was necessary to remove a minimal amount of material across the entire surface to ensure each new boss was installed perpendicular to the end cover mounting face. If too much material was removed, the liquid core would insert too far into the atomizing air cone and impinge on the water injection holes. This condition was corrected by installing welded shims under the fuel blocks, allowing for interchangeability of the modified end cover hardware and all other DLN1.0 dual-fuel end covers.
Secondary Nozzles. The conversion of the secondary nozzles appeared straightforward at first, requiring only new liquid and water inlets and replacement of the blanked liquid fuel cartridge. Further study revealed this was not the case.
To prevent trapped air in the liquid passage of the main body, the housing has a cross channel passage installed from the liquid passage into the flame scanner port. In order to prevent liquid fuel from entering this passage, the team would have to develop a way to separate the two passages.
The solution to this problem was to insert and braze a sleeve between the ports. This approach required removal of the flame scanner inlet pipe to gain access to the area for this sleeve. Because there would be no access to the sleeve after assembly, the team opted to use a gold nickel palladium braze material to ensure the part sleeve joint would outlast the useful life of the secondary nozzle itself. After this modification was completed, the remaining secondary conversion work was uneventful (Figures 7 and 8).
 |
| 7. End cover mod complete. Completed end cover with atomizing air piping installed for dual-fuel operation. Courtesy: ProEnergy Services |
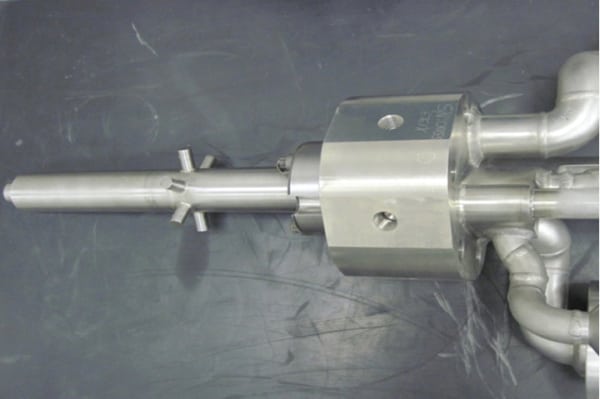 |
| 8. Nozzle mods complete. This secondary fuel nozzle has completed its conversion to dual fuel. Courtesy: ProEnergy Services |
Successful Results
The six new Frame 7 DLN1.0 dual-fuel assemblies were delivered in advance of the customer deadline and provided the customer a 25% savings over aftermarket parts. A secondary advantage was that PES was able to rework the gas-only end covers and secondary fuel nozzles that were available in inventory. Otherwise, the customer would have been forced to wait months for OEM assemblies. Since completing this project, PES has completed similar conversion projects for the General Electric Frame 7FA(+e) and Siemens Westinghouse 501F turbines.
—Contributed by Christopher Garrett ([email protected]), fuel systems manager for ProEnergy Services.